Обработка материалов
 Разметка
Разметка
Разметка – операция по перенесению формы и размеров изделия с чертежа или рисунка на его поверхность. Различают плоскостную (контуры рисунка лежат в одной плоскости), пространственную (линии наносят в нескольких плоскостях или на нескольких поверхностях) и разметку по образцу или шаблону.
Размечают для того, чтобы из материалов, расходуемых на заготовки для деталей, получилось как можно меньше отходов. Иначе говоря, разметка необходима для получения заготовки с минимальным припуском на обработку ручным или электрифицированным инструментом.
Для разметки и проверки точности обработки заготовок и деталей используют специальные и универсальные приспособления – рулетку, угольник, складной метр, малку, уровень, циркуль, рейсмус, отвес, шило.
Рулеткапредназначена для линейных измерений и грубой разметки материалов, складной метр —для любых измерений по ширине и толщине (он должен быть металлическим или деревянным; пользоваться матерчатой рулеткой или портновским метром не следует, так как они растягиваются и разметка может оказаться неточной).
Угольникприменяется для проверки или разметки угла в 90°. Деревянная или металлическая малкаслужит для измерения угла по образцу и перенесения его на заготовки. Уровнем проверяют горизонтальное и вертикальное расположение поверхностей.
Отвесслужит для проверки вертикальности конструкций.
Для разметки параллельных линий используют рейсмус, для перенесения размеров на заготовки и для очерчивания круглых разметок служит циркуль.
Разметочные линии рекомендуется наносить простым карандашом. У цветных карандашей мягкий грифель, и они быстро ломаются; линии, нанесенные химическим карандашом, при смачивании поверхности неизбежно размываются, в результате чего загрязняется заготовка. На чистую выстроганную поверхность линии разметки можно нанести шилом. На доски или другие длинномерные материалы линии наносят шнуром-отбивкой, причем на светлых деталях следует отбивать углем, на темных – мелом.
ШаблонДля более быстрой и точной разметки рекомендуется использовать шаблоны, представляющие собой различные по размерам и форме заготовки из древесины, фанеры, пластика, листового металла (стали, дюраля, латуни) с нанесенными на них точными размерами. Также шаблоны можно изготовить самому. При их изготовлении следует учесть необходимость плотной посадки. Расчерчивая карандашом или шилом риски на детали, нужно следить, чтобы острие карандаша или шила было плотно прижато к кромке металлического шаблона. Это отличие тем больше, чем толще металл шаблона и чем толще шило или карандаш. Целесообразно, выполняя шаблоны для пары «шип – проушина», при большом количестве соединений сделать пробные шип и проушину в натуре и затем внести соответствующие изменения в шаблоны.
Сложные шаблоны снабжают специальными упорами и другими устройствами для установки и фиксации на размечаемых заготовках.
КопирПрибить брус к неровной поверхности, например к стене рубленного дома так, чтобы поверхности бруса и бревен соприкасались плотно, без щелей, не так просто. Работа облегчится, если применить простейший копир. Заточите конец линейки и просверлите в ней несколько отверстий. Приложив деревянный брус к поверхности, с которой он должен сопрягаться, можно произвести разметку и точно обработать брус.
Рейсмус с круглыми палочками, выпускаемый промышленностью, неудобен, так как при наладке каждый раз приходится поворачивать их в соответствии с осью колодки. Поэтому реймус лучше усовершенствовать – заменить палочки на квадратные, разделав стамеской круглое отверстие на квадратное. Более удобен рейсмус с продольным клинком. К прижимной плоскости колодки рекомендуется привинтить латунную пластинку. При изготовлении новой колодки рейсмуса целесообразно просверлить отверстия под планки на механическом станке. Это обеспечит их строгую параллельность. Царапки лучше выполнить из винтов, закрепив их в заранее просверленные отверстия с небольшим натягом. Конец винта обрабатывают на призму с небольшим округлением. Это позволяет получить четкие риски без разрыва волокон, что случается при царапках, выполненных из гвоздей. Простой рейсмус с переменными размерами разметки можно сделать из бруска твердой древесины и шурупов, которые вворачивают в торец бруска и с помощью линейки устанавливают расстояние, необходимое для нанесения риски.
При разметке параллельные линии можно наносить и с помощью угольника: в нем сверлят отверстия возле определенных отметок, вставляют карандаш и, перемещая угольник, делают разметку.
Проверка деревянного угольникаПри обработке древесины применяются деревянные угольники и угольники с металлической линейкой – пером. Угольник с металлическим пером можно использовать сразу после проверки. Деревянные угольники после покупки нужно просушить в течение 2–3 месяцев в комнате и проверить.
Вначале проверяют внешний угол деревянного угольника, приставляя его внешний угол к внешнему углу металлического угольника. Обнаруженные у деревянного угольника выступы притирают шлифовальной шкуркой. Для проверки внутреннего угла деревянный угольник прикладывают этим углом к внешнему углу металлического угольника, а между соприкасающимися поверхностями помещают копировальную бумагу, которая окрасит выступающие неровности внутреннего угла. Затем эти неровности притирают шлифовальной шкуркой средней зернистости.
Для проверки деревянного угольника можно воспользоваться упрощенным способом. Нанесите на бумагу или доску основную прямую линию и, приставив к ее середине угольник, проведите перпендикулярную линию. Затем переверните угольник и приставьте к середине основной линии с другой стороны – угольник должен совпасть с ранее нанесенной перпендикулярной линией.
Для различных по размеру деталей необходимо иметь два-три угольника разного размера, со сторонами 30, 20 и 10 см. Обычно мастера изготавливают угольники сами, для прочности оклеив по кромке рейкой из темного твердого дерева – получается красивый и надежный инструмент. Лучшая древесина для угольника – клен, для рейки – мореный граб. Металлические угольники хотя и очень точны, но тяжелы, а поэтому неудобны. Но все же следует иметь в своем арсенале один такой угольник с пером 15–20 см для проверочных работ.
На металлической линейке угольника часто стирается шкала делений. Чтобы избежать этого, обработанное ацетоном полотно линейки окрасьте белой или красной нитрокраской, после чего протрите линейку тканью. С полотна линейки краска снимется, а в углублениях цифр и рисок останется. Так вы получите четкую шкалу делений.
Перенос эскиза на заготовкуЭскизы орнаментальных композиций выполняют на плотной бумаге в натуральную величину, причем одновременно изготовляют и эскиз-трафарет. Рисунок с эскиза-трафарета переводят на поверхность древесины так называемым способом припороха.
Складывают лист плотной бумаги вдвое или вчетверо, в зависимости от того, сколько осей симметрии будет иметь орнамент. На одной ее четверти рисуют часть будущего узора. Затем прокалывают толстой иглой или шилом по контуру рисунка все два (четыре) слоя бумаги. На развернутом листе бумаги образуется симметричный орнамент из точечных проколов. Прикрепив полученный трафарет клеем или кнопками к доске-заготовке, припорашивают контуры узора тряпичным тампоном, наполненным красителем (синькой, толченым углем, молотым графитом или печной сажей), который проникнет через проколы, и после снятия трафарета на поверхности заготовки останется четкий пунктирный рисунок. Чтобы во время работы рисунок преждевременно не стерся, контуры орнамента обводят простым карандашом.
Пиление древесиныПиление представляет собой процесс резания древесины на части с образованием между ними зазора – так называемого пропила. Древесину разделяют на части специальными многорезцовыми инструментами – ручными и механизированными пилами. Пила имеет вид ленты, полотна или диска с нарезанными на их краях зубьями (резцами).
К ручным пилам относятся двуручные, лучковые, ножовки (широкая и узкая), обушковая пилка, наградки и лобзики.
Двуручные пилы применяют для грубого распиливания лесо– и пиломатериалов поперек волокон (ранее использовали специальные двуручные пилы и для продольного раскроя). Лучковые пилы с разными полотнами применяют для распиливания материала поперек, вдоль и под углом к волокнам древесины, запиливания шипов и проушин, спиливания концов «на ус», точной торцовки брусков. Широкие ножовки используют для пиления широких досок поперек волокон, запиливания шипов и проушин, узкие – для распиливания тонких пиломатериалов, выпиливания криволинейных деталей и выполнения сквозных пропилов. Ножовку с обушком употребляют для распиливания мелких деталей, точной торцовки, неглубоких пропилов, зарезания «на ус». Наградку используют главным образом для пропиливания пазов и прорезей на определенную глубину. Специальная наградка, мелкие зубья которой расположены по изогнутой выпуклой линии, служит для раскроя шпона. Лобзики разных размеров применяют для выпиливания мелких деталей из тонких дощечек, фанеры, кости и других материалов, а также для выпиливания отверстий в центральной части доски или щита.
При пилении древесины ручными пилами полотно совершает возвратно-поступательные прямолинейные движения при неподвижной заготовке, а зубья срезают стружку (опилки) и выносят ее из закрытого пропила. В результате пиления образуются плоские или криволинейные боковые поверхности и дно.
В зависимости от профиля и углов заточки зубьев пилы предназначаются для поперечного (поперек волокон), продольного (вдоль волокон) и смешанного (универсальные инструменты) пиления.
Поперечной двуручной пилой работают вдвоем. Древесину кладут на подставку (стол, козлы), намечают место пропила, после чего на это место устанавливают пилу. Начинать пилить надо серединой пилы, а когда средние зубья углубятся в древесину, постепенно доводят размах пилы до всей ее длины. При пилении не следует сильно нажимать на пилу, так как иначе она может застрять в пропиле.
Лучковая пила – один из основных режущих инструментов столяра. Состоит она из стакана (лучка) и закрепленного в нем тонкого пильного полотна. Натяжение полотна осуществляется с помощью тетивы и планки или проволокой с резьбой на конце, куда завинчивают гайку-барашек. Во избежание сгибания стоек пилы нужное натяжение полотна устанавливают непосредственно перед работой, а после выполнения операции его опять ослабляют. Чтобы лучше следить за местом резания и обеспечить возможность делать длинные пропилы, полотно инструмента перед натяжением целесообразно повернуть по отношению к станку на 30–40°. Полотно пилы должно быть прямолинейным, без перекоса и хорошо натянутым.
Пилят не спеша, но уверенными движениями; при спешке распил получается неровным. Пиление ведется по разметке с припуском на последующую обработку. Главное при распиле – максимально точно следовать линиям разметки.
Наибольшее сопротивление работе пилой создает трение боковин полотна о стенки пропила. Чем толще заготовка, тем уже следует брать полотно или тем больший развод [1]оно должно иметь. Если для полотна нет свободного хода в пропиле, им трудно управлять и пилу уводит в сторону. Очень толстые заготовки перепиливают вкруговую по точной разметке. При раскрое вдоль при малейшем зажиме следует в пропил вставлять распорные клинышки. Точность линии резки зависит от ровности линии зубьев, равномерности их развода и остроты.
При движении на себя пила углубляется в древесину мало, но зато не прыгает в сторону и полотно легко удержать суставом большого пальца или ногтем на месте. При движении от себя пила врезается в древесину, но может двигаться в сторону из-за усилий продольного изгиба. Поэтому для точного запила пиление следует начинать движением на себя, повторяя его столько раз, сколько потребуется для обозначения ясной и точной линии резки и только после этого начинать пиление. Если начать пиление от себя, можно не попасть точно по разметке или отщепить ребро заготовки. Следить за точностью начала пиления необходимо также из-за того, что при точном прямоугольном пропиле будет значительно меньше работы по отторцовке.
Необходимо помнить, что чем тоньше деталь, тем мельче должны быть зубья пилы. Поэтому для отпиливания мелких штапиков или планок можно рекомендовать шлицевую пилку для металла, но работать ею в стусле – специальном лотке, который используется для распиливания пиломатериалов под нужным углом. При распиливании тонкой клееной фанеры ножовку следует держать с минимальным наклоном к поверхности листа и прикладывать усилие только при движении на себя. Движение от себя должно быть холостым. Такой прием избавляет от отщепов и соскакивания пилы с намеченной линии.
Края фанеры или столярной плиты при распиле поперек рубашечного слоя не будут скалываться, если место распила предварительно смочить водой. Если при раскрое пила сошла с линии метки и уходит в сторону, следует отвести ее назад, разработать пропил движением пилы на месте и направить ее по метке. Исправлять линию резки за счет выгибания полотна не рекомендуется.
Если при отпиливании доски вы ошиблись на 2–3 мм в большую сторону, то для исправления ошибки сложите распиленные части, подложите под них доску и прижмите к ней струбцинами обе части. Снова пилите по нужному месту, и лишние миллиметры будут сняты.
Наибольшую сложность представляет распиливание очень толстых заготовок, в частности твердого дерева. Сложность заключается в необходимости выдерживать прямолинейный распил. В таких случаях применяют специальную пилу с очень широким полотном (10–12 см) и мелкими зубьями (3–4 мм). Изготовить ее можно из половины двуручной пилы, переточив зубья на меньший размер прямоугольной формы и переклепав ручку. Заготовку в таком случае вставляют в стусло.
Несмотря на разметку, при пилении по риске вручную довольно трудно добиться большой точности; особенно это касается сопрягаемых под углом или нескольких однотипных деталей. Поэтому-то в данном случае также часто применяют стусла. В бортах стусла сделаны точные пропилы под углом 90° и 45°, по которым и движется полотно пилы. Заготовка при этом опирается на один из бортов в зависимости от характера пропила и направления пиления.
Хотя на первый взгляд коробовое стусло точнее уголкового, все же предпочтение следует отдать уголковому, так как оно не ограничивает ширины детали. В коробовом же стусле деталь к ближней стенке практически не прижимается из-за того, что зубья пилы несимметричны и отжимают деталь к заднему борту стусла; передний борт служит лишь для направления полотна. Намного удобнее работать, если ширина коробового стусла соответствует аналогичному параметру заготовки.
В ходе эксплуатации направляющие пропилы в стенках стусла, изготовленного из древесины, изнашиваются и точность обработки снижается. Этого можно избежать, если пользоваться распиловочным ящиком со сменными колодками для направляющего пропила.
Чтобы отпиленная часть не отломилась и не повредила нижнего ребра, ее следует придерживать рукой и в конце пиления пилу вести только на себя. В стусле пиление удобнее и точнее, опасность откола исключена. Длинномерные доски при распиливании опирают на верстачные подставки (служки).
Чтобы распилить полированную доску, не раскрошив ее поверхность, нужно предварительно по линейке процарапать резаком в лаке канавку по линии распила. Резак для этой цели можно изготовить из обломка ножовочного полотна. При прорезании канавки резак нужно нажимать легко, чтобы лак снимался тонким слоем. Ширина канавки должна быть на 1–1,5 мм шире, чем развод зубьев у ножовки.
Если лак нанесен на доску с обеих сторон, нужно прорезать две канавки и только потом распиливать. Распилить вдоль круглую палку можно с помощью шаблона, изготовленного из металлической трубки.
Лобзик хоть и относится к пилам, на самом деле сильно отличается от других видов пил.
Пилку этого инструмента крепят в рамке так, чтобы вершины зубьев были направлены в сторону рукоятки. Для натягивания полотна рамку необходимо сжимать.
При выпиливании заготовка должна находиться на специальной подставке, прикрепленной к столу или верстаку, а пила – двигаться в вертикальном направлении. Работают сидя или стоя, так, чтобы заготовка находилась на уровне груди.
При выпиливании внутренних контуров в заготовке предварительно делают шилом, буравчиком или тонким спиральным сверлом одно или несколько отверстий, через которые внутрь вводят пилку. Отверстия целесообразно прокалывать на месте крутых поворотов, поскольку поворачивать режущий инструмент довольно трудно.
Один из серьезных недостатков пилок лобзиков, выпускаемых промышленностью, заключается в том, что они просто-напросто не пилят. А если ими и можно работать, то только не по начерченной линии. Линия разреза постоянно уходит в сторону. Поэтому рекомендуем простой способ доработки промышленных полотен. Основной их недостаток – в одностороннем заусенце, образующемся во время изготовления зубьев. Привести разводку к необходимому виду совсем несложно. Нужно зажать полотно по гладкой части в губках небольших тисков, оставив снаружи лишь зубчики, а затем с помощью жала отвертки аккуратно отогнуть их поочередно в разные стороны. Эту же операцию можно сделать, ударяя по ручке отвертки легким молотком.
Работать лобзиком после такой доводки одно удовольствие. Срок службы пилки для лобзика можно значительно увеличить, если периодически (через 100 см пропила) перезажимать пилку в нижнем зажиме, отпуская ее на 2–3 мм.
Разрезание металлаРазделение заготовки на части, удаление излишков металла, вырезание отверстий называется разрезанием.
Тонкий листовой металл разрезают ножницами, профильный материал, трубы и толстые листы – ножовкой. Для мелких работ по металлу толщиной до 0,4 мм можно использовать канцелярские, портновские или медицинские ножницы, более толстый металл (сталь – до 0,7; латунь – до 0,8; мельхиор – до 0,4; медь и дюралюминий – до 1; алюминий – до 2,5 мм) разрезают ручными ножницами, а для еще более толстого, а также полосового и пруткового металла применяют рычажные и другие машинные ножницы.
В зависимости от расположения режущей кромки (справа или слева от нижнего лезвия) ручные ножницы по металлу бывают правыми или левыми. В большинстве случаев применяют правые ножницы, так как линии разметки при работе ими хорошо видны; левыми ножницами пользуются при вырезании криволинейных деталей, при этом резать нужно по ходу часовой стрелки, располагая ножницы так, чтобы они не закрывали лезвием линии разметки. Если ту же операцию производят правыми ножницами, то резание производят против хода часовой стрелки.
Также применяют ножницы с кривыми лезвиями специально для разрезания по кривым линиям.
Разрезание листового металла производят по заранее нанесенной разметке. Ножницы располагают так, чтобы верхнее лезвие всегда находилось над разметочной линией. При разрезании листа отрезаемую часть отгибают (левой рукой) вверх, что облегчает процесс и предохраняет правую руку от пореза.
При разрезании листа на узкие полосы его нужно положить на стол и следить за тем, чтобы нижнее лезвие опиралось на стол, а отрезаемые полосы отгибались вперед.
Ножницы нужно раскрывать несильно – примерно на 70 % длины лезвия, тогда они хорошо захватывают и режут металл; сильно раскрытые ножницы выталкивают металл. Лезвия ножниц должны быть перпендикулярны плоскости листа, при перекосе они мнут металл, образуются заусенцы. Нельзя сжимать ножницы до полного их смыкания, так как металл у концов режущих лезвий деформируется. Режущие кромки ножниц должны плотно прижиматься друг к другу. При неплотном примыкании в процессе резки будут появляться заусенцы и сминание металла, а при излишне плотном – затруднится процесс резки и ускорится износ кромок лезвий. Плотность прижима регулируется винтом и гайкой, которыми скреплены лезвия.
Для разрезания листов толщиной до 2–3 мм применяют стуловые (или кровельные) ножницы, которые отличаются тем, что их верхняя рукоятка удлинена до 400–800 мм, а нижняя изогнута и крепится к верстаку. На этих ножницах работают всей рукой (а не кистью, как в ручных), что значительно увеличивает силу разрезания.
Для разрезания листового металла толщиной до 5 мм большой длины используют рычажные ножницы, которые иногда снабжаются пневматическим приводом. У них нижнее лезвие неподвижное, закреплено на столе, а верхнее сочленено с ним посредством шарнира. Ножницы снабжены прижимным устройством, которое гасит опрокидывающий момент, возникающий в процессе резания.
Ручные ножовки по металлуДля разрезания труб профильного и толстого листового металла, а также для прорезания шлицев, пазов, обрезки и вырезки заготовок по контуру и других работ применяют ручные или механические ножовки. Ручная ножовка состоит из станка (рамки) и вставленного в него сменного ножовочного полотна. На одном конце рамки имеется неподвижная головка с хвостовиком и ручкой, а на другом конце – подвижная головка с натяжным винтом и гайкой (барашек) для натяжения полотна. В головках имеются прорези, в которые вставляют ножовочное полотно и крепят штифтами.
Рамки для ножовок изготовляют либо цельными (редко – для ножовочного полотна одной определенной длины), либо раздвижными, допускающими закрепление ножовочного полотна различной длины. Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Для работы в стесненных условиях и для мелких работ применяют ножовку с односторонним зажимом. Поскольку полотно в такой ножовке не натянуто, работать ею следует осторожно и неполной длиной. Достоинствами такой ножовки являются ее компактность и малые габариты, а также возможность использования обломков полотна.
Ножовочное полотно для ручных ножовок представляет собой тонкую узкую ленту с двумя отверстиями и с зубьями на одном из ребер. Часть полотна (там, где находятся зубья) закаливают, а противоположная остается незакаленной, благодаря чему уменьшается поломка ножовочного полотна при работе. Наиболее часто применяют полотна длиной 250 и 300 мм, высотой 13 и 16 мм, толщиной 0,65 и 0,8 мм. Каждый зуб ножовочного полотна имеет форму клина (резца) с передним углом, как правило, равным 0°, и углом заострения, равным 50°. Для резки металлов пользуются преимущественно ножовочным полотном с шагом 1,3–1,6 мм, при котором на длине 25 мм насчитывается 17–20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья,
и, наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: для мягких металлов – 16, для средней твердости закаленной стали – 19, чугуна, инструментальной стали – 22, твердой, полосовой и угловой стали – 22.
При резании ножовкой в работе одновременно режут металл не менее двух-трех зубьев. Чтобы избежать заклинивания ножовочного полотна в металле, зубья разводят. При работе разведенным полотном ширина разреза немного превышает (примерно в 1,5 раза) ширину полотна, что значительно облегчает работу. Разводка зубьев может быть по полотну (волнистой) и по зубу (гофрированный развод).
Полотно ножовки в прорези головок ножовочного станка нужно устанавливать так, чтобы зубья были ориентированы вперед. При этом первым вставляют конец полотна в неподвижной головке до совпадения отверстий и фиксируют положение закладкой штифта. Затем вставляют второй конец полотна в прорезь подвижной головки, закрепляют его вторым штифтом. Полотно натягивается завинчиванием барашковой гайки. Степень натяжения полотна не должна быть слабой – в этом случае разрез получается косой, а полотно легко ломается. При чрезмерном натяжении полотно также может сломаться при малейшем перекосе. Проверяют натяжение поворотом полотна на 1/8 часть окружности, взяв двумя пальцами посередине его длины.
При работе ножовкой разрезаемую заготовку (или изделие) нужно прочно зажать в тисках, чтобы в процессе резания она не сместилась, поскольку это вызовет поломку тонкого хрупкого полотна. Нужно следить за тем, чтобы ножовочное полотно работало всей своей длиной. Это обеспечит равномерный износ режущих зубьев и, соответственно, повысит долговечность полотна. Начинают резать осторожными движениями, чтобы получить прорезь. Когда она будет достаточно глубока, ножовке дают полный размах, нажимая на раму. Перед концом резания усилие уменьшается.
Новое полотно в ножовке сначала используют для разрезания мягких металлов (меди, латуни, алюминия и др.), а когда оно немного затупится – для стали и чугуна.
При работе ножовку держат за ручку правой рукой, а левой поддерживают передний ее конец в горизонтальном положении. Нельзя работать ножовкой без ручки, так как острый хвостовик ножовки может поранить работающего. При этом левой рукой, которая находится впереди, производят нажим, а правая рука только перемещает ножовку; во время движения назад (к себе) нажим не производится, так как это является причиной быстрого затупления зубьев. Перед концом движения вперед усилие уменьшается. Нажим на ножовку зависит от твердости металла и размера разрезаемой детали (твердые металлы требуют более сильного нажима, чем мягкие).
Для уменьшения трения ножовочного полотна о стенки детали его смазывают минеральным маслом.
При слабом натяжении полотна или при односторонней разводке возможен увод полотна в сторону от разметочной риски. В этом случае попытка вернуть полотно на нужное направление реза путем поворота ножовки обычно заканчивается поломкой полотна. В случае увода полотна следует начать резание в новом месте, а лучше, если это возможно, начать новый разрез с противоположной стороны, перевернув заготовку. Не рекомендуется также продолжать резание в случае поломки хотя бы одного зуба полотна. Продолжение работы таким полотном приведет к выкрашиванию других зубьев. Лучше всего при этом заменить полотно и начать резку в новом месте. При замене полотна новым нужно иметь в виду, что старое, изношенное полотно дает более узкий пропил и новым полотном надо начинать резать в другом месте.
При разрезании массивных заготовок длина пропила большая и резать трудно, поэтому для облегчения работы ножовку наклоняют последовательно то к себе, то от себя. При этом резание идет не по всей ширине, и процесс резания облегчается.
Граненые изделия начинают резать с грани, а не с угла. Полосовой металл разрезают по узкой грани. Тонкий материал режут по широкой грани, так как при врезании зубья цепляются и полотно может легко сломаться. Обычно для облегчения врезания делают небольшой пропил трехгранным напильником и направляют полотно сбоку большим пальцем левой руки.
Очень тонкий материал зажимают между деревянными брусками толщиной 15–30 мм и режут вместе с брусками.
Если нужно сделать длинный распил, то полотно следует повернуть на 90° и резать очень осторожно, так как от собственного веса ножовки полотно легко ломается. При обычной установке полотна узкий и длинный распил сделать невозможно, так как этому мешает рамка.
Чтобы вырезать в листовом металле фасонное окно (отверстие), сначала просверливают или вырубают отверстие диаметром, равным ширине полотна ножовки, затем пропускают через это отверстие полотно и, закрепив его в рамке, режут по заданному направлению.
Шлицы крупных размеров прорезают обыкновенными ножовками с одним или двумя (в зависимости от ширины шлицев) соединенными вместе полотнами. Тонкие профили разрезают, зажав их в деревянных брусках.
Трубу зажимают в параллельных тисках в горизонтальном положении и режут по риске. Для тонкостенных труб и труб с чисто обработанной поверхностью используют тиски со специальными деревянными накладками с вырезами. При распиливании труб ножовку вначале держат горизонтально, а после пропиливания стенки трубы наклоняют на себя. Затем заготовку поворачивают в тисках на 40–90° от себя и продолжают работу.
Чтобы отрезать металлическую трубу или стержень круглого сечения точно под прямым углом (например, для последующей нарезки резьбы), возьмите ровную полоску бумаги и наверните ее на трубку по линии отпиливания. Плоскость, проходящая через кромку бумаги, будет строго перпендикулярна оси трубы.
При укорачивании болта ножовкой резьба, как правило, нарушается. Чтобы этого избежать, на болт наворачивают гайку и, зажав в тиски, обрезают его.
Рубка металлаРубкой называется операция по разделению на части или удалению излишних слоев металла. Рубка применяется в тех случаях, когда станочная обработка трудновыполнима или нерациональна и когда не требуется высокой точности обработки. С помощью рубки удаляют (срубают) с заготовки большие неровности и шероховатости, снимают твердую корку, окалины, заусенцы, острые углы кромок на литых и штампованных деталях, вырубают шпоночные пазы, смазочные канавки, разделывают трещины в деталях под сварку, срубают головки заклепок при их удалении, вырубают отверстия в листовом материале. Кроме того, рубка применяется тогда, когда необходимо от пруткового, полосового или листового материала отрубить какую-то часть.
Точность, получаемая при рубке, колеблется в пределах 0,5–1 мм.
Рубка производится только при неподвижном положении обрабатываемой детали. Наиболее целесообразно закреплять деталь в стусловых тисках; параллельные тиски для рубки применять нежелательно из-за возможности поломки литых чугунных губок. Крупные заготовки рубят на плите или наковальне, а особо крупные – на том месте, где они находятся.
Инструменты для рубкиРежущими инструментами при ручной рубке являются зубило и крейцмейсель, ударным – слесарный молоток.
Для рубки металла, обрубки заусенцев, грубого выравнивания поверхностей, срубания головок заклепок, вырубания пазов и отверстий основным слесарным инструментом служит зубило.Оно представляет собой стержень овального или многогранного сечения с оттянутым в виде клина концом. Угол заострения лезвия зубила в зависимости от твердости обрабатываемого материала должен составлять: для чугуна, бронзы и твердой стали – 70°, стали средней твердости – 60°, меди и латуни – 45°, алюминия и цинка – 35°.
Режущая часть и головка зубила подвергаются термической обработке – закалке и отпуску. Головка зубила делается конической со слегка закругленным торцом. Такая форма придается вершине зубила для того, чтобы удар молотка приходился по центру, а также для уменьшения ее расклепывания при ударе.
Для прорубания узких пазов и канавок применяют крейцмейсель, представляющий собой зубило с более узкой режущей кромкой (шириной 2—12 мм). Углы заточки крейцмейселя такие же, как и у зубила. Для вырубания профильных канавок (полукруглых, двухгранных и других) применяют специальные крейцмейсели (так называемые канавочники), отличающиеся от обычного крейцмейселя только формой режущей кромки.
Степень закалки зубила можно определить старым напильником, которым проводят по закаленной части зубила. Если при этом напильник не снимает стружку (на ней остаются лишь едва заметные риски), закалка выполнена хорошо.
Заточка зубил на станке вручнуюПрименяемое для рубки зубило должно быть остро заточенным; использование тупого зубила приводит к соскальзыванию его с обрубаемой поверхности, работающий с таким инструментом устает и теряет правильность удара. Заточка зубил и крейцмейселей производится на заточном станке. Зубило или крейцмейсель накладывают на передвижной подручник и с легким нажимом медленно передвигают по всей ширине шлифовального круга, периодически поворачивая инструмент то одной, то другой стороной. Не следует допускать сильных нажимов на затачиваемый инструмент, так как это приводит к перегреву режущей кромки, в результате чего лезвие теряет первоначальную прочность.
Перед заточкой инструмента подручник устанавливают как можно ближе к заточному кругу. Зазор между подручником и заточным кругом должен быть не более 2–3 мм, чтобы затачиваемый инструмент не мог попасть между кругом и подручником.
Заточку лучше всего вести с охлаждением водой, в которую добавлено 5 % соды, или на мокром круге. Несоблюдение этого условия вызывает повышенный нагрев, отпуск и уменьшение твердости инструмента, а следовательно, и стойкости в работе. Боковые грани после заточки должны быть плоскими, одинаковыми по ширине и с одинаковыми углами наклона.
После заточки зубила или крейдмейселя с режущих кромок снимают заусенцы. Величина угла заострения проверяется шаблоном, представляющим собой пластинку с угловыми вырезами 70, 60, 45 и 35°.
Слесарные молоткиСлесарные молотки бывают с круглым или квадратным бойком. Молотки с круглым бойком не оставляют вмятин на обрабатываемой поверхности при нанесении наклонных ударов. Но молотки с квадратным бойком проще в изготовлении, поэтому они получили большее распространение. После изготовления молотки подвергают такой термической обработке, чтобы сердцевина молотка оставалась мягкой и вязкой, а рабочие части на длине 1/5 общей длины молотка с обеих сторон получили повышенную прочность.
Молотки насаживают на деревянные рукоятки из твердой и вязкой древесины: кизила, граба, клена и др. Ручки молотков должны быть проолифлены с предварительной тщательной прошлифовкой. Закрепляют молотки на рукоятках с помощью металлических или деревянных клиньев.
Массу слесарного молотка выбирают в зависимости от размера зубила и толщины снимаемого слоя металла (обычно толщина стружки составляет 1–2 мм) из расчета 40 г на 1 мм ширины лезвия зубила. При работе крейцмейселем массу молотка принимают из расчета 80 г на 1 мм ширины лезвия. При выборе молотка учитывают также и физическую силу работающего: для подростков масса молотка должна составлять от 400 до 600 г, для взрослых – от 600 до 800 г.
Удар осуществляют не за счет излишних мускульных усилий, ведущих к быстрому утомлению, а за счет ускоренного падения молотка. В момент нанесения удара рукоятку молотка прочно сжимают пальцами: слабо удерживаемый молоток при неточном ударе может отскочить в сторону, что очень опасно.
Приемы рубкиРабота зубилом вручную требует выполнения основных правил рубки и соответствующих подготовки и навыка.
Зубило или крейцмейсель следует держать в кулаке левой руки за среднюю часть стержня, удерживая главным образом безымянным пальцем и мизинцем и слегка придерживая средним и указательным пальцами. Во время рубки нужно смотреть на лезвие зубила или крейцмейселя, а не на их головку. Стоять надо прямо, не нагибаясь, вполоборота по отношению к тискам, так, чтобы левая нога была выдвинута вперед, а правая отнесена назад. Молоток берут правой рукой за рукоятку на расстоянии 15–30 мм от конца, обхватывая четырьмя пальцами и прижимая к ладони, большой палец накладывая на указательный, крепко сжимая всеми пальцами. Все пальцы остаются в таком положении при замахе и при ударе. При другом способе хватки в начале замаха мизинец, безымянный и средний пальцы постепенно разжимают и рукоятку молотка охватывают только указательным и большим пальцами. Затем разжатые пальцы сжимают и ускоряют движение руки вниз. В результате получается сильный удар молотком.
Существенное влияние на качество и производительность рубки оказывает характер замаха молотком. Удар может быть кистевым, локтевым или плечевым. При кистевом ударе замах осуществляется молотком только за счет изгиба кисти правой руки. При этом замахе сгибают кисть в запястье до отказа, разжав слегка пальцы, кроме большого и указательного, при этом мизинец не должен сходить с рукоятки молотка. Затем пальцы сжимают и наносят удар. Кистевой удар применяют при выполнении точных работ, легкой рубке, срубании тонких слоев металла и т. д. При локтевом ударе правую руку сгибают в локте. При замахе действуют пальцы руки, которые разжимаются и сжимаются, кисть и предплечье. Для получения сильного удара руку разгибают быстро. Этим ударом пользуются при обычной рубке, срубании слоя металла средней толщины или прорубании пазов и канавок. При плечевом ударе рука движется в плече, при этом получается большой замах и максимальной силы удар с плеча. В этом ударе участвуют плечо, предплечье и кисть. Плечевым ударом пользуются при снятии толстого слоя металла и обработке больших поверхностей.
Сила удара должна соответствовать характеру работы, а также массе молотка (чем тяжелее молоток, тем сильнее удар), длине руки работающего (чем длиннее рука и выше замах, тем сильнее удар). При рубке действуют обеими руками согласованно (синхронно), метко нанося удары правой рукой, перемещая в определенные промежутки времени зубило левой рукой.
Угол установки зубила при рубке в тисках регулируют так, чтобы лезвие находилось на линии снятия стружки, а продольная ось стержня зубила находилась под углом 30–35° к обрабатываемой поверхности заготовки и разметочные под углом 45° к продольной оси губок тисков.
При меньшем угле наклона зубило будет соскальзывать, а не срезать, а при большем – излишне углубляться в металл и давать большую неровность. Естественно, что угол наклона зубила при рубке не измеряют, а ощущают по навыку наклон и регулируют его положение движением левой руки.
Разрубание металлаПри разрубании металла зубило устанавливают вертикально и рубку ведут плечевым ударом. Листовой металл толщиной до 2 мм разрубают с одного удара, предварительно подложив подкладку из мягкой стали, чтобы не повредить зубило. Толстые листы рубят до тех пор, пока с противоположной стороны не появится след от зубила, и, перевернув лист, окончательно перерубают заготовку.
Вырубание заготовок из листового металлаПосле разметки контура детали заготовку кладут на плиту и производят вырубку (не по линии разметки, а отступив от нее 2–3 мм, оставляют припуск на опиливание) в такой последовательности:
– устанавливают зубило наклонно так, чтобы лезвие было направлено вдоль разметочной риски;
– зубилу придают вертикальное положение и наносят молотком легкие удары, надрубая по контуру;
– рубят по контуру, нанося по зубилу сильные удары.
При перестановке зубила часть лезвия оставляют в прорубленной канавке, а зубило из наклонного положения опять переводят в вертикальное и наносят следующий удар.
Перевернув лист, прорубают металл по ясно обозначившемуся на противоположной стороне контуру; вновь переворачивают металл первой стороной и заканчивают рубку. Если лист тонкий и прорублен достаточно, заготовку выбивают молотком.
При рубке зубилом с закругленным лезвием канавка получается ровная, с прямым лезвием – ступенчатая.
Рубку листового и полосового металла, а также обработку широких поверхностей выполняют, зажав заготовку в тисках. Рубку листового металла, как правило, ведут только по уровню губок тисков. Заготовку крепко зажимают в тисках так, чтобы разметочная линия совпала с уровнем губок. Зубило устанавливают к краю заготовки таким образом, чтобы режущая кромка лежала на поверхности двух губок, а середина режущей кромки соприкасалась с обрубаемым металлом на /зее длины. Угол наклона зубила к обрабатываемой поверхности должен составлять 30–35°, а по отношению к оси губок тисков – 45°. Лезвие зубила при этом идет наискось относительно губок тисков, и стружка слегка завивается. После снятия первого слоя металла заготовку переставляют выше губок тисков на 1,5–2 мм, срубают следующий слой и т. д.
Рубить можно и по разметочным рискам, которые предварительно наносят на расстоянии 1,5–2 мм одна от другой, а на торцах делают скосы (фаски) под углом 45°. Последние облегчают установку зубила и предупреждают откалывание края при рубке хрупких материалов. Заготовку зажимают в тисках так, чтобы были видны разметочные риски, и рубку производят строго по ним. Первый удар наносят при горизонтальном положении зубила, дальнейшую рубку производят при наклоне зубила на 25–30°. Толщина последнего чистового слоя должна быть не более 0,5–0,7 мм.
Рубка широких поверхностейРубка широких поверхностей является весьма трудоемкой операцией, и потому осуществляют ее в три приема. Сначала на двух противоположных торцах заготовки срубают немного металла, делая фаски (скосы) под углом 30–45°, а на двух противоположных боковых торцах наносят риски, отмечающие глубину каждого прохода. После этого по широкой поверхности заготовки наносят параллельные риски с шагом, равным ширине режущей части зубила.
Заготовку зажимают в тиски и крейцмейселем прорубают канавки, а затем зубилом срубают оставшиеся между канавками выступы. После срубания выступов выполняют окончательную обработку. Предварительное прорубание канавок на широких деталях значительно облегчает и ускоряет рубку. На заготовках из чугуна, бронзы и других хрупких материалов во избежание откалывания краев делают фаски на расстоянии 0,5 мм от разметочной риски.
Вырубание криволинейных канавок и пазов производят следующим образом. Сначала на поверхности заготовки наносят риски, затем крейцмейселем за один проход прорубают канавки глубиной 1,5–2 мм. Образовавшиеся после рубки неровности устраняют канавочником, придавая канавкам одинаковые ширину и глубину по всей длине заготовки. Глубину канавок проверяют шаблоном.
Хрупкие сплавы, например чугуны, рубят всухую; при рубке вязких и мягких сплавов рекомендуется режущую часть зубила слегка смачивать мыльной водой или протирать промасленной тряпкой, а при рубке сплавов алюминия – скипидаром. Это способствует увеличению стойкости режущей части зубила до очередной заточки.
Для получения более чистой поверхности снимают сначала грубую стружку, а затем более частыми ударами молотка – чистовую стружку толщиной 0,5–1 мм. Наиболее производительной является такая рубка, когда за один проход снимается слой металла толщиной 1,5–2 мм. При снятии слоя толщиной более 2 мм работающий быстро утомляется, а поверхность получается шероховатой. В конце рубки необходимо ослаблять удар молотка по зубилу.
При рубке необходимо строго соблюдать правила техники безопасности. Важнейшие из них сводятся к следующему:
1) режущий и ударный инструмент должен быть исправным, без трещин, забоин, заусенцев, рукоятки молотков должны быть гладкими, не иметь дефектов, молотки на них должны быть надежно закреплены;
2) при рубке хрупких металлов необходимо работать в защитных очках, а место рубки и рука должны быть защищены;
3) заточку зубила нужно производить при опущенном защитном экране, расстояние между подручником и шлифовальным кругом должно составлять 2–3 мм, во время заточки нужно стоять в стороне от плоскости вращения круга.
Раскрой стеклаПодготовленное к раскрою стекло должно быть чистым и сухим. Стекло раскраивают с таким расчетом, чтобы получилось меньше отходов, а остатки можно было использовать. Хотя свойства стекла мало зависят от направления, все же желательно размещение длинной стороны вырезанного стекла параллельно длинной стороне раскраиваемого листа стекла. Так, из листа длиной 1200 и шириной 600 мм можно вырезать четыре стекла размером 500x300 мм с остатком 100x1200 мм (нерациональный раскрой) или такое же количество стекол с остатком 200x600 мм (рациональный раскрой). Полученный остаток можно использовать для остекления форточек, веранды и т. п.
Большие листы стекла заводской резки иногда имеют непрямые углы, поэтому их надо обязательно проверять угольником.
При сильно перекошенных рамах стекла размечают с обязательным промером диагоналей переплета.
Размер стекла должен быть на 3–5 мм меньше, чем расстояние между фальцами (специальными углублениями в виде уступа) рамы. Так, если длина между бортами фальцев равна 600 мм, а ширина 400 мм, то длина вставляемого стекла должна составлять 595–597, а ширина – 395–397 мм. Это необходимо для того, чтобы стекло свободно лежало в фальцах. Если оно будет подходить вплотную к фальцам, то при набухании переплетов древесина надавит на стекло и раздавит его. То же самое может произойти и от сильного нагревания стекла. При этом стекло должно заходить за край фальца оконного переплета не менее чем на 4 мм, иначе будет продувать.
Разметку лучше всего производить стеклографом. При их отсутствии применяют обычные карандаши. Можно также вырезать трафарет – полоску в плотной бумаге, и использовать губную помаду.
Резка должна производиться на ровном столе (его может заменить древесно-волокнистая или древеснослоистая плита, также фанера, очень хороша для этой цели чертежная доска), покрытом мягкой ровной тканью. Поскольку по условиям техники безопасности эту ткань не следует затем использовать без обработки для других целей, можно изготовить двухслойную подстилку: нижний слой – байка (одеяло), верхний – полотно (старая простыня или клеенка обратной стороной), что облегчит очистку.
Необходимо учитывать, что со временем хрупкость стекла увеличивается. При работе со старыми стеклами их необходимо промыть, просушить, протереть тряпкой, чуть смоченной скипидаром, и снова просушить, предохраняя от пыли, например, прикрыв тканью. Новые стекла достаточно протереть сначала влажной, затем сухой тряпкой.
Резать следует по линейке, толщина которой должна быть не менее 8 мм. Иначе стеклорез не будет плотно прилегать к линейке, колебания инструмента (особенно это относится к алмазному стеклорезу) быстро приведут его в негодность.
Чтобы линейка не скользила по стеклу, на ее основание можно наклеить кусочки тонкой резины от велокамеры или медицинского резинового бинта, Линейка плотно прижимается к стеклу, но не точно по разметочным штрихам, а с «припуском» на толщину стеклореза, величину которого определяют следующим образом. Делают небольшой рез по линейке, точно установленной по разметочной линии, и замеряют расстояние от линии до контрольного реза. Полученный результат в дальнейшем используют для поправки всех размеров.
Для резки стекла обычно применяют алмазный или роликовый стеклорез. Лучше пользоваться алмазным, но рифленое стекло предпочтительнее резать роликовым.
Прежде чем приступить к резанию, нужно немного потренироваться, чтобы приспособиться к инструменту. Начинают тренировку с маленьких стекол. Также необходимо помнить, что узорчатые, матовые и рифленые стекла режут с гладкой стороны.
Перед резкой мокрое стекло обязательно сушат, а грязное протирают полностью или по линии реза. Стекло по линии реза стекольщики протирают обычно пальцем, ведя им по приставленной линейке. Чтобы случайно не поранить палец, на него надевают тканевый напальчник или обертывают лейкопластырем. Многие мастера при работе с роликовым стеклорезом смачивают линию реза скипидаром, который наносят ученической кисточкой или ватным тампоном.
Рез начинают с дальнего края листа стекла и по шаблону или линейке проводят линию к себе без остановки.
Главное при резании – правильное положение стеклореза. Алмазный стеклорез берут между большим пальцем и остальными (наподобие карандаша), держат его почти вертикально, при этом метка с обозначением алмаза должна быть обращена к линейке (рис. 9а). Ведут линию без нажима. При правильной резке линия надреза получается тонкой и бесцветной. Если след от алмаза получился в виде широкой грубой полосы (царапины) молочного цвета с белой стеклянной пылью – это свидетельствует о том, что зерно алмаза идет неправильно (не вдоль режущей грани) или оно притупилось и нажим был слишком сильным. При таком резе стекло ломается произвольно и часто колется.
Не доходя до конца линии реза на 3–5 мм, силу нажима нужно уменьшить, чтобы не допустить схода инструмента со стекла и повреждения режущей грани. Нельзя дважды проводить по одной и той же линии. Вторичный рез, если он необходим, делают на расстоянии 0,5–1 мм от первого.
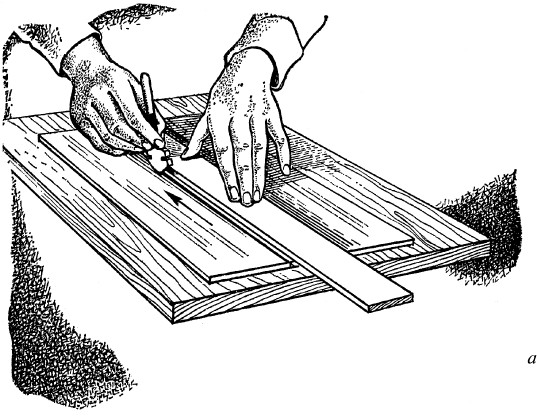
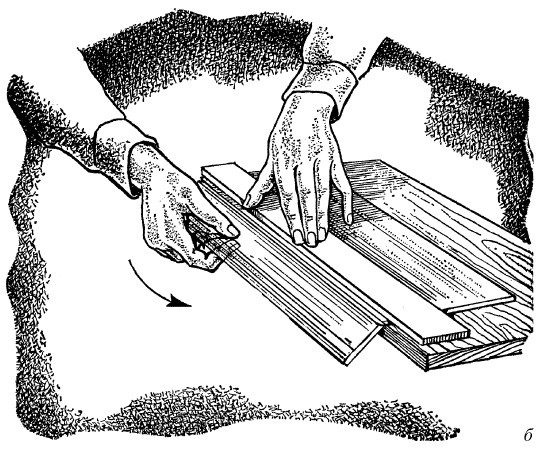
Рис. 9.Резание листового стекла алмазным стеклорезом: а– резка; б– отламывание.
Роликовый стеклорез во время резки держат перпендикулярно плоскости стекла между большим и средним пальцами или большим, средним и безымянным, надавливая сверху указательным пальцем. Нажим в этом случае должен быть более сильным, нежели при работе с алмазом. Этот стеклорез оставляет на стекле белую линию надреза.
Надрезанное стекло чаще всего ломают о край стола или верстака. Не следует ломать стекло на закругленном ребре доски или на чем-нибудь мягком – оно трескается не по линии реза. Перед отламыванием обратите внимание на надрез. Если он сделан правильно, то надрез темный и узкий. Если же белый и широкий, это указывает на то, что стекло надрезано поверхностно. В таком случае, как мы уже отмечали, более правильно сделать другой надрез, а не поправлять первый. Ломать стекло будет легче, если с обратной стороны простучать головкой стеклореза вдоль линии надреза до появления трещины, особенно в начале и конце реза. Можно ломать стекло над линейкой толщиной не менее 5 мм, которую подкладывают под линию реза (рис. 96). В этом случае одной рукой нажимают на приподнятый конец стекла, а другой придерживают вторую половину, чтобы она не приподнималась.
Узкие полоски стекла, если они хорошо надрезаны, ломают руками, прорезями оправы стеклореза, специальной гребенкой или плоскогубцами, на губки которых надеты резиновые или пластмассовые трубочки.
Армированное стекло режут так же, как и обыкновенное. После облома отделенные части следует загибать вверх и вниз до тех пор, пока проволока не переломится. Выступающие края арматурной проволоки запиливают пилой по металлу или напильником.
Толстые (витринные) стекла режут так же, как и тонкие, но при этом надрезы лучше делать и по верхней и нижней сторонам, а перед ломкой с нижней стороны простучать головкой стеклореза вдоль линии надреза до появления трещины. Рез нужно производить алмазным стеклорезом или свежезаточенным роликовым.
Чтобы вырезать круглое стекло, прикрепляют на лист стекла резиновую или пластмассовую присоску. В деревянную рейку вбивают гвоздик так, чтобы его острие вышло на 3–4 мм. Острие гвоздика вдавливают в присоску, а на другом конце рейки закрепляют стеклорез. Вращением рейки вокруг гвоздика делают круговой надрез, а от него к кромке стекла – радиальные надрезы. Легким постукиванием снизу по линии реза головкой стеклореза один за другим отбивают куски.
При остеклении окон или рам картин сложных очертаний и при выполнении витражей приходится производить криволинейную резку стекла. Делают ее обязательно по шаблонам из толстого картона, ДВП или фанеры (при изготовлении шаблона следует учесть припуск на толщину стеклореза). Шаблон накладывают на стекло, плотно прижимают и одним ровным и точным движением делают рез от одного края шаблона к другому. От руки проводят через каждые 80—150 мм по перпендикулярам к радиусам надрезы от кривой линии до края заготовки и после постукивания всех линий реза снизу головкой стеклореза обламывают выступы, начиная с края (рис. 10а).
Есть и другой способ. Наносят криволинейный обвод, затем обрезают по габариту прямоугольник и, срезая углы, получают 8-угольник, 16-угольник, 32-угольник. Оставшиеся части удаляют последовательно с помощью выступа стеклореза. Обрезку углов можно производить под водой с помощью портновских ножниц. Для этого после получения 16-угольника стекло и лезвие ножниц протирают скипидаром, опускают стекло в воду и ножницами постепенно небольшими кусочками (по 3–5 мм) обрезают выступы.
Если нет стеклореза, можно применить способ, который пригоден как для прямолинейной, так и для криволинейной резки. Напильником делают небольшой надпил на краю стекла там, где должна начаться линия реза, к намеченному месту прикладывают нагретый конец паяльника и без нажима медленно водят по линейке или шаблону. Стекло даст ровную трещину в нужном направлении. Надев рукавицу, отделяют вырезанный участок стекла.
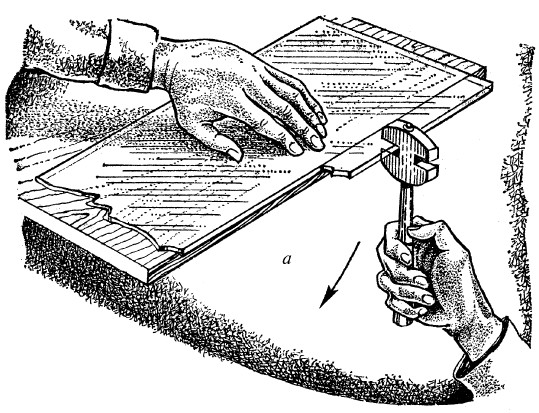
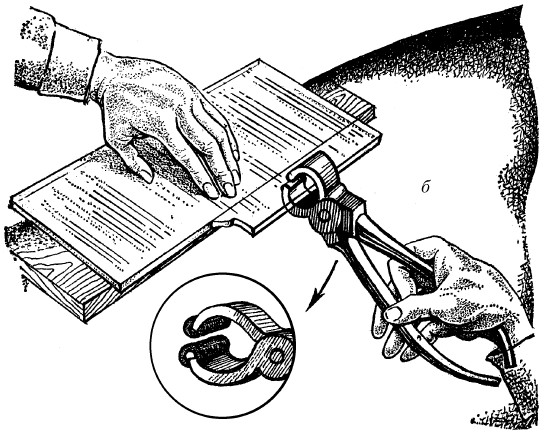
Рис. 10.Отламывание узких полосок стекла: а —стеклорезом; б– плоскогубцами (затупленными).
Чтобы обрезать банку, бутылку и т. п., проводят соответствующую черту напильником, потом по черте – раскаленным паяльником, железным прутком или раскаленным углем. Стекло, расширяясь от жара, трескается по проведенной черте. Можно также в месте, на котором надо сделать срез, с помощью острой пилы для металла сделать маленький надрез. По нему обвязывают бутылку тонкой шерстяной ниткой, смоченной в спирте или бензине, затем поджигают, а бутылку медленно вращают вокруг своей оси. После сгорания нитки бутылку обливают или опускают в холодную воду. Бутылка должна разделиться на две части.
Обработка стекла после разрезаЕсли края стекла вдоль линии излома оказались неровными, с выступами, зазубринами, острыми кромками, их необходимо выровнять.
Чтобы грубо подровнять неровные края после обрезки, применяют плоскогубцы, которыми не отламывают торчащие кусочки стекла, а, осторожно нажимая самыми концами плоских губ инструмента на край стекла, постепенно и понемногу крошат и раздавливают края стекла (рис. 106). Следующей стадией отделки краев стекла является опиливание напильником или на точильном бруске. Для толстого стекла лучше взять личный напильник, для тонкого – бархатный. При работе напильники надо смачивать водой, керосином, скипидаром (керосин или скипидар можно смешать с водой в равных пропорциях), а лучше всего 10 %-ным раствором камфары в чистом скипидаре. Из точильных брусков можно применять наждачные или карборундовые, причем последние не нужно смачивать. При работе нельзя сильно надавливать на стекло, опиливать стекло надо не поперек, а вдоль его края. Для получения прямолинейного края стекло перемещают взад-вперед по поверхности бруска. Нужно иметь в виду, что напильники и брусочки сильно портятся при такой работе: напильники сильно тупятся, на брусочках образуются царапины. Поэтому для обработки стекла целесообразно использовать старые напильники и наждачные бруски.
Шлифовку краев стекла можно производить вдвоем ручным точилом с зернами средней крупности. При этом один человек вращает точило и подливает из масленки смесь воды со скипидаром, а второй двигает стекло. Электроприводные точильные станочки развивают слишком большие обороты, что вызывает местный нагрев стекла. При недостаточном опыте работы на таких станках на стекле могут появиться трещины.
Разрезание керамических плитокВ ходе облицовочных работ требуются неполномерные плитки, получаемые разрезанием целых. Для этого сначала отмеряют нужный размер стальной линейкой с миллиметровыми делениями. Риску проводят карандашом или рейсмусом. Затем, сильно нажимая стеклорезом (иногда это делают дважды), прорезают глазурь и часть черепка плитки. После этого нижней стороной плитки ударяют о ребро доски так, чтобы линия надреза легла на ребро. При этом плитка раскалывается точно по надрезу.
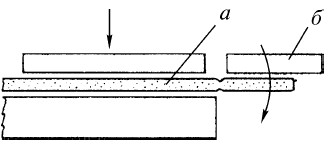
Рис. 11.Разрезание керамических плиток: а –плитка; б – толстая линейка или брусок
Кромки расколотых плиток не всегда бывают ровными и гладкими, поэтому для отдельных видимых участков их приходится притачивать вручную или механически на абразивном бруске или круге.
Раскрой пластикаРаботу по раскрою облицовочного пластика можно упростить, если использовать ножовку с полотном для продольного пиления древесины и пилить под острым углом (10–15°). Особенно удобна ножовка, у которой можно менять угол наклона полотна. Срез будет ровным и без сколов.
Стеклопластик режут куском ножовочного полотна с лицевой стороны по линейке на глубину 1/3 его толщины, после чего ломают.
Разрезание различных материаловРезать пенопласт очень удобно с помощью электрического паяльника, но его жало нужно расплющить так, чтобы получилась плоская заточка. Срез получается ровным, кромки его не оплавляются.
Попытка распилить лобзиком пластмассу без соответствующей подготовки к успеху не приведет. Разогревшаяся от трения пилка лобзика подплавит ее и затруднит работу. Тонкий слой машинного масла, нанесенный по контуру пропила на поверхности пластмассы, обеспечит лобзику свободный ход.
Пилить асбестоцементные листы, особенно под углом, очень трудно. Для облегчения работы лист следует с двух сторон смочить мокрой тряпкой по линии разреза. Намокший лист пилить намного легче.
При резании резины лезвие ножа нужно смазывать мылом: резать будет легче, а края получатся ровными.
СверлениеСверлением называется образование отверстий в сплошном материале снятием стружки с помощью режущего инструмента, совершающего вращательное и поступательное движения относительно своей оси.
Сверление в древесинеДля образования в древесине отверстий (преимущественно цилиндрических) пользуются специальными режущими инструментами – сверлами, представляющими собой стержень с хвостовиком и рабочей частью. Хвостовик сверла может иметь цилиндрическую, коническую или квадратную пирамидальную форму, что позволяет закреплять инструмент соответственно в трехкулачковом самоцентрирующемся патроне, коническом отверстии шпинделя сверлильного станка или в специальном зажимном устройстве коловорота.
Для сверления применяют перовые, центровые, винтовые и спиральные сверла. Перовые сверлатипа ложечной перки имеют вид удлиненного корытца с острыми краями. Служат они преимущественно для сверления отверстий под нагели диаметром 3—16 мм. Корытце-желобок служит и для выброса стружки, но ввиду того, что оно не может полностью выбрасывать стружку наружу, во избежание перегрева сверло приходится часто вынимать из отверстия. Отверстия получаются нечистыми, а также, из-за отсутствия направляющего центра, недостаточно точными. Длина перового сверла до 170 мм.
Центровыми сверламисверлят сквозные и неглубокие отверстия поперек волокон. Сверлить глубокие отверстия этими сверлами трудно вследствие плохого выбрасывания стружки. Работают сверлом только в одну сторону. Центровое сверло представляет собой стержень, оканчивающийся внизу режущей частью, состоящий из подрезателя, лезвия и направляющего центра (острия). Диаметр центровых сверл 12–50 мм, длина, в зависимости от диаметра, составляет 120–150 мм. При работе этими сверлами нужно делать нажим, иначе они не будут внедряться в древесину.
Винтовые сверлаприменяют для сверления глубоких отверстий поперек волокон. Конец сверла имеет винт с мелкой резьбой. При сверлении ими отверстия получаются чистыми, так как по винтовым канавкам стружка удаляется легко. Диаметр винтовых сверл 10–50 мм, длина 400—1100 мм.
Спиральные сверлаболее совершенны по своей конструкции. В них предусмотрен вывод стружки, в результате чего отверстие не забивается стружкой и имеет чистые ровные стенки. Как и центровые, эти сверла имеют центр и подрезатель или же коническую заточку режущей части. Диаметр сверл с конической заточкой – 2–6 мм, а с центром и подрезателем – 4—32 мм. Сверла с конической заточкой применяются для сверления вдоль волокон, с центром и подрезателем – поперек. Спиральные сверла могут оснащаться пластинками из твердого сплава для обработки особо твердых пород древесины.
Для сверления отверстий больших диаметров используют пробковые сверла, а для расширения отверстий под головки шурупов – зенковки.
Любое сверло должно быть правильно заточено, иначе оно будет рвать, а не резать древесину, а отверстие забиваться стружкой. При затачивании необходимо сохранять геометрию режущих кромок. Так как режущая головка имеет ограниченный запас металла, сверло следует затачивать бережно и экономно. Затачивают его на абразивном камне или вручную тонким напильником, а доводят специальным оселком. Обычно угол заточки сверла составляет 12°.
Центровые сверла начинают затачивать с внутренней стороны режущей кромки, остальные – с наружной. Правильность заточки проверяют шаблоном. Концы боковых резцов должны выступать не менее чем на 3 мм над режущими кромками горизонтальных резцов. Это даст возможность выступам начать процесс резания раньше, чем горизонтальные резцы начнут снимать стружку.
От того, как заточено сверло, зависит, прежде всего, чистота обработки отверстия и точность сверления. Поперечная режущая кромка должна проходить через ось сверла. При смещении ее от оси сверло уйдет в сторону, в результате чего будут происходить неравномерный износ режущих кромок и биение сверла, а следовательно, увеличение диаметра отверстия.
Для высверливания в массиве большого количества одинаковых отверстий необходимо иметь в запасе несколько сверл одного и того же диаметра. Периодическая смена сверл увеличит срок их службы.
При выполнении сквозных отверстий под деталь необходимо помещать гладкую подкладку и плотно прижимать к ней заготовку; при выходе сверла нажим следует ослабить, иначе от нижней поверхности детали могут отойти волокна древесины и образоваться сколы. Глубокие сквозные отверстия лучше сверлить с двух сторон по точной разметке. Можно также вначале просверлить тонким сверлом так называемое лидерное отверстие, а затем уже его рассверлить.
Вручную режущий инструмент вращают с помощью воротка, коловорота или дрели. Небольшие отверстия можно делать сверлом, зажатым в ювелирные тиски.
Коловоротпредставляет собой стальной коленчатый стержень со свободно насаженной на нем рукояткой, дрель —специальное приспособление, в котором вращение от приводной рукоятки передается к патрону со сверлом через зубчатую передачу. В древесине отверстия диаметром до 5 мм следует выполнять с помощью дрели со спиральными сверлами, от 5 до 12 мм – коловоротом со спиральными сверлами с центром и подрезателями, свыше 12 мм – коловоротом с центровыми сверлами.
Для сверления глубоких отверстий в массиве древесины используют бурав, а неглубоких отверстий в древесине твердых пород под шурупы – буравчик.Бурав представляет собой металлический стержень с ушком для ручки вверху и винтовой поверхностью с направляющим центром внизу. У буравчика затруднен вывод стружки из отверстия, поэтому его периодически вынимают из отверстия и очищают от стружки. Следует отметить, что бурав и буравчик дают невысокую чистоту обработки.
Сверление вручную требует четкого удерживания режущего инструмента в нужном положении (обычно перпендикулярно к поверхности заготовки). Из-за небольшой скорости вращения даже при тщательно заточенном сверле поверхность отверстия получается не очень гладкой. Но самым большим недостатком при ручном сверлении является то, что вследствие неодинаковой твердости отдельных слоев древесины центр сверла отклоняется в сторону от выбранного направления. Чтобы этого избежать, центр будущего отверстия при разметке углубляют шилом, гвоздем или кернером, а у сучков или в сучках следует даже сделать более тонким сверлом лидерное отверстие и затем уже рассверлить его до требуемого диаметра. При вертикальном сверлении можно повесить нитку с грузиком или отвес и ориентировать направление с двух сторон.
При сверлении отверстий, расположенных близко друг от друга, перемычка между ними легко нарушается, и работа оказывается впустую. Чтобы этого не случилось, в уже просверленное отверстие вставляют подходящий по диаметру стержень-пробку из твердой древесины и только после этого приступают к сверлению второго отверстия. Выбить потом пробку не составит труда.
Просверливая отверстия нужной глубины, совсем необязательно прерывать работу для измерения сделанного углубления. Обмотав сверло на «заданной» высоте куском изоленты или лейкопластыря, вы получите надежный «автомат для измерения» глубины просверленного гнезда. Кусок пенопласта, надетый на сверло, может служить не только показателем глубины просверленного отверстия, но и выполнять роль своеобразного вентилятора, сдувающего стружку.
Для разделки глухих отверстий рекомендуется применять обломок круглого напильника, зажатый в патроне дрели. Чтобы не повредить обрабатываемую деталь, рабочему концу обломка следует придать слегка овальную форму.
Просверливая полированную поверхность, на сверло надевают фетровую шайбу – она предохранит поверхность от повреждения патроном дрели.
Прежде чем просверлить круглое бревно, его необходимо надежно зафиксировать. В противном случае можно лишиться сверла, к тому же его обломок извлечь будет довольно непросто.
Если патрон дрели мешает просверлить небольшое отверстие в труднодоступном месте, например в пазу детали, используют трубку-обойму необходимого диаметра – на одном конце трубки закрепляют сверло, а ее другой конец вставляют в патрон дрели.
При сверлении рекомендуется пользоваться шаблоном. Его можно изготовить из деревянного бруска и доски. В бруске просверливают в нужных местах отверстия и прикрепляют к нему шурупами доску, которая при сверлении будет служить упором. При сверлении большого количества отверстий шаблон закрепляют струбциной. Если использовать упор, можно без перестановок струбцины просверлить отверстия в круглых заготовках.
Коловорот нельзя держать так, чтобы сверло было обращено в сторону работающего. Нажимать на нажимную головку коловорота нужно только руками.
Работать сверлами, имеющими трещины и другие дефекты, нельзя. При некачественном сверлении обычно возникают следующие дефекты: не выдержан размер (диаметр) отверстия, вызванный биением сверла, вследствие неправильного закрепления его в коловороте; рваная поверхность отверстия – при сверлении тупым или неправильно заточенным сверлом.
Самодельные сверлаПеровое сверло можно сделать из гвоздя. Шляпку гвоздя расклепывают, опиливают и затачивают, учитывая, что сверло будет вращаться по ходу часовой стрелки.
Для сверления отверстий в ДСП шляпке гвоздя нужно придать форму наконечника копья. При такой форме сверла отверстие получается не за счет высверливания с удалением стружки, а происходит вхождение сверла с уплотнением и упрочнением материала, что очень важно, в особенности при сверлении лидерных отверстий под шурупы.
Очень легко и удобно делать небольшие отверстия в древесине, пластмассе или тонком листовом металле шилом с трех– или четырехгранной заточкой. Особенно хорошо такое шило для сверления лидерного отверстия под шуруп в древесине или пластмассе.
Простейшее приспособление для сверления в древесине отверстий диаметром 15–45 мм можно сделать из металлического стержня с продольной прорезью и кусочком старого ножовочного полотна. Режущие грани полотна затачивают под углом 45°, вставляют в прорезь стерженька и припаивают. Прежде чем пустить в дело самодельное сверло, обычным сверлом (диаметр его должен быть чуть больше диаметра стержня самодельного сверла) просверливают сквозное направляющее отверстие. Затем зажимают хвостовик самодельного сверла в патроне дрели, вводят выступающий конец стержня в направляющее отверстие и приступают к сверлению.
Тонкое сверло заменит швейная игла, если ее конец заточить со стороны ушка. Сверло легко сделать из отожженной стальной проволочки. Рабочий конец головки сверла нагревают до светло-красного каления, а затем погружают в сургуч.
Если под рукой нет толстого сверла, отверстие нужного диаметра в мягком материале (древесине, пластмассе) можно просверлить тремя тонкими сверлами, скрепленными несколькими витками мягкой проволоки и зажатыми в патрон дрели.
Для сверления древесины можно применять и спиральные сверла по металлу, однако при сверлении ими отверстия получаются не очень чистыми. При отсутствии сверл по древесине их можно изготовить из сверл по металлу. Для этого сверла затачивают круглыми напильниками с бархатной насечкой или специальным оселкам.
Хранение сверлСверла удобно хранить в деревянном бруске с отверстиями глубиной 15–20 мм и диаметром на один порядок выше диаметра сверла. Возле отверстия нужно обозначить диаметр сверла.
Сверление в металлеСверление в металле применяется для получения неответственных отверстий невысокой степени точности и невысокого класса шероховатости, например, под крепежные болты, заклепки, шпильки и т. д., а также для получения отверстий под нарезание резьбы, развертывание и зенкерование.
Рассверливанием называется увеличение размера отверстия в сплошном материале, полученного литьем, ковкой, штамповкой или другими способами.
Для получения высокого качества поверхности отверстия его (после сверления) дополнительно зенкеруют и развертывают.
Точность сверления в отдельных случаях может быть повышена благодаря тщательному регулированию станка, правильно заточенному сверлу или сверлению через специальное приспособление, называемое кондуктором.
Отверстие в стеклеОтверстие в стекле можно просверлить трехгранным клиновым сверлом, «протереть» трубкой или выжечь припоем.
Клиновое сверло делают из обломка трехгранного напильника, заострив и закалив его рабочий конец. Противоположный конец делают удобным для зажима в патроне.
Место сверления необходимо постоянно смачивать скипидаром. Если стекло тонкое, инструмент надо частично удерживать на весу, чтобы не расколоть его.
«Протиранием» делают отверстия большого диаметра. Для этого используют трубку или стержень нужного диаметра из цветного металла. Их зажимают в патрон дрели или сверлильного станка. На стекло с обеих сторон наклеивают фанерки или дощечки с отверстием, равным диаметру трубки или стержня. Дощечка не дает смещаться трубке и удерживает наждачную массу. Рецепт последней таков: наждачный порошок или кварцевый песок – 4 части, камфара – 1, скипидар – 2 части. Если нет камфары, то можно взять 3 части скипидара.
Рабочий конец трубки должен быть строго горизонтальным и плотно прилегать к стеклу. Во время работы трубку или стержень необходимо время от времени слегка поднимать, чтобы свежая наждачная масса попадала под инструмент. Когда останется примерно одна треть «непротертого» стекла, работу следует продолжать с обратной стороны, иначе оставшаяся тонкая часть может отколоться.
При «выжигании» припоем место, где необходимо сделать отверстие, тщательно обезжиривают и посыпают увлажненным песком. В песке заостренной палочкой делают углубление до стекла. Его диаметр в нижней части должен быть равен диаметру будущего отверстия. В это углубление заливают припой, температура плавления которого 200–300 °C. Когда припой полностью остынет, его вынимают вместе с приставшим кружочком стекла.
Отверстие в керамической плиткеЧтобы сделать отверстие в керамической плитке, сначала на месте будущего отверстия нужно удалить глазурь. Это можно сделать керном, острым концом метчика или углом лезвия зубила, слегка постукивая молотком по инструменту. Если плитка приклеена к стене, то намеченное отверстие можно просверлить ручной дрелью (у электрической слишком велики обороты) с зажатым в патроне сверлом или пробойником с победитовой вставкой. В плитке, которая еще не установлена на место, лучше разделывать отверстие, держа плитку просто в руке. Вместо победитового сверла можно взять и обычное спиральное сверло для металла.
Долбление и резание стамескойДля долбления используют долота и стамески. Долбление долотами применяют для получения в заготовках глухих и сквозных гнезд, резание стамеской – для подрезки и зачистки углублений, шипов, гнезд, пазов, резания канавок, снятия фасок, обработки криволинейных вогнутых и выпуклых поверхностей, в том случае, когда нельзя их обрабатывать рубанком.
Долотоподбирают по ширине гнезда. Если в нескольких деталях нужно выбрать одинаковые гнезда, их кладут в стопку, прижимают струбциной к крышке верстака и выбирают гнезда одновременно во всех деталях. Долото для работы ставят фаской внутрь гнезда, отступив от линии разметки на 1–2 мм. Это необходимо для зачистки гнезда стамеской.
Во время работы долото держат вертикально. За первым ударом по долоту, поставленному поперек волокон, перерезаются волокна, вторым ударом отделяется стружка. Стружку подрезают обязательно на всю глубину гнезда – до прорубленных волокон, иначе не получится гнездо с ровными краями. При долблении проушин, когда боковые стороны гнезда подпилены, выполняют лоднутривание, то есть подрезают углы проушины под последующее чистовое долбление.
Стамескамиобрабатывают гнезда, кромки, пазы, фаски и другие плоские или криволинейные выпуклые и вогнутые поверхности. При работе стамеской удары киянкой нужно наносить строго по центру. Стамеской можно работать и другим способом: правой рукой нажимают на рукоятку стамески, а левой прижимают полотно к древесине, направляя ее в нужном положении.
При долблении отверстия в толстой заготовке рекомендуется пользоваться упором, представляющим собой металлическую полоску толщиной 2–3 мм, выгнутую под углом 90°. Такой упор крепят на брусе струбциной. Чтобы при зажиме не испортить поверхность детали, под полоску необходимо подложить прокладку.
Так как инструмент имеет острую режущую часть, то всякая потеря внимания во время работы может привести к травме, поэтому при работе со стамеской нужна предельная внимательность и знание основных правил пользования ею: нельзя резать стамеской на себя, с упором детали на грудь, с расположением детали на коленях, на весу и в направлении поддерживающей руки. Оставлять долота или стамески лезвием к себе или на краю стола или верстака запрещается, так как при падении инструмента можно получить травму.
СтроганиеДля получения точных размеров, требуемой формы и шероховатости поверхности древесину строгают. Строгание делится на черновое, в результате которого снимаются с поверхности древесины следы пилы или топора, и чистовое, после которого деталь получает гладкий вид и заданные размеры.
Если ширина доски значительно превышает требуемый размер, ее можно заузить, обтесав с помощью топорика. В этом случае разметочную черту надо провести так, чтобы иметь запас (3–5 мм) по ширине доски для последующего строгания. Обтесывание следует начинать с насечки топором в нескольких местах удаляемой кромки, после чего доску перевернуть и стесать кромку до размеченной черты.
ИнструментыДля первоначального строгания досок применяют шерхебель, который имеет овальную режущую кромку ножа с радиусом 35 мм, выступающую за подошву колодки на 2–3 мм. При работе шерхебелем стружка получается узкая и толстая, а на поверхности древесины остаются глубокие борозды в виде желобков, которые выравнивают одинарным рубанком, имеющим прямую режущую кромку ножа с несколько овальной формы углами. Для чистого строгания применяют двойной рубанок,который имеет второй нож, служащий стружколомом; торцовые поверхности строгают шлифтиком —укороченным двойным рубанком, снимающим очень тонкую стружку.
Для образования на поверхности древесины мелких, едва заметных борозд и ворсистости под склеивание (облицовывание) применяют цинубель, имеющий нож с мелкими зубьями.
Большие поверхности обрабатывают полуфуганкоми фуганком, который отличается от рубанка большими размерами колодки и ножа.
Горбатик– столярный инструмент, подошва колодки которого имеет кривизну как в продольном, так и поперечном направлении. Режущая кромка ножа имеет соответствующую форму. Горбатик служит для выстрагивания криволинейных поверхностей.
Для отборки и зачистки четвертей используют зензубель.
Калевкойпроизводят профильную обработку кромок деталей. Подошва калевки имеет зеркальную (обратную) форму профиля детали. Для обработки разных профилей имеется набор калевок.
Фальцгебелемвыбирают четверти; в отличие от зензубеля он имеет ступенчатую подошву.
Шпунтубелемвыбирают пазы-шпунты на кромках и на пластях, груптубелемвыбирают пазы, а также зачищают трапециевидные пазы, выбранные наградной. Галтельювытачивают желобки разной ширины или глубины с различным радиусом закругления. Штаппредназначен для образования закруглений на кромках деталей. Торцовый рубанокиспользуют как обычный рубанок и для строгания торцов, так как установленный в нем под углом к боковой поверхности нож облегчает процесс строгания и повышает качество обработки. Если обычным рубанком строгать под углом к оси доски, им можно пользоваться как торцовым рубанком.
ЗаточкаНожи строгальных инструментов должны быть остро заточены. Существуют три вида заточки ножа в зависимости от износа фаски и затупления лезвия.
Первый вид заточки применяют в тех случаях, когда нужно восстановить фаску ножа или когда лезвие имеет выкрошенные места. Заточку производят стачиванием с фаски металла на шлифовальном круге.
Неровности от шлифовального круга выравнивают заточкой на шлифовальном бруске. Выравнивание начинают движением фаской по бруску под углом 30–45° к оси бруска, то есть под углом к направлению большей шероховатости фаски. При выравнивании на бруске одновременно снимают заусенцы, переворачивая нож фаской вверх. Брусок необходимо смачивать водой, чтобы избежать его затупления.
После заточки на бруске нож правят на мелкозернистом оселке, чтобы придать лезвию большую остроту, устранить дефекты заточки и снять заусенцы. Правку производят главным образом со стороны фаски. Оселок смачивают водой или смазывают маслом. Движение фаски по поверхности оселка может быть круговым, прямолинейным и под углом 45° к оси оселка. При вогнутой фаске правка значительно облегчается, так как правится не вся фаска, а только лезвие и верхняя кромка фаски. Для снятия заусенцев нож переворачивают фаской вверх. При снятии заусенцев нож должен прилегать к поверхности оселка всей плоскостью.
Второй вид заточки применяют, когда фаска сохранила свою форму, а лезвие значительно затупилось (вторая стадия затупления). В этом случае нож затачивают на бруске и правят на оселке.
Наконец, третий вид заточки используют когда лезвие затупилось незначительно (первая стадия затупления). Такой нож правят на оселках разной зернистости. Сначала правят на крупнозернистом оселке, на котором одновременно снимают очень тонкий слой металла, затем окончательно на мелкозернистом оселке.
НаладкаПрежде чем приступить к строганию, необходимо подготовить (наладить) инструменты. Наладка инструментов состоит в установке ножа и закреплении его клином.
Если подошва инструмента деформирована, ее необходимо прострогать рубанком или фуганком и смазать льняным маслом для лучшего скольжения по обрабатываемой поверхности. Нож устанавливают и закрепляют клином следующим образом. Рубанок или фуганок берут в левую руку, а правой рукой вставляют в леток нож и клин, поддерживая их большим пальцем левой руки. Затем легким ударом молотка или киянки по клину закрепляют нож. После этого устанавливают лезвие ножа на толщину срезаемой стружки. Величина выпуска ножа зависит как от структуры обрабатываемого материала, так и от требуемой чистоты обработки. При слишком большом выпуске нож будет «зарываться» в древесину, оставлять борозды на обрабатываемой поверхности детали и даже скалывать щепу; при очень малом выпуске качество обработки повышается, но сам процесс идет медленнее. Выпуск ножа составляет при строгании шерхебелем 2–3 мм, рубанком с одиночным ножом – 0,3–0,5 мм, рубанком и фуганком с двойным ножом – 0,2–0,3 мм, шлифтиком – 0,1–0,2 мм.
При установке нож подают вперед ударом молотка. Если лезвие выступает за подошву на величину, большую требуемой, нужно легким ударом по торцу колодки рубанка или пробке фуганка подать нож назад. Лезвие ножа должно выступать равномерно из подошвы рубанка или фуганка; косо поставленный нож будет оставлять борозды на обрабатываемой поверхности. После установки нож прочно закрепляют ударом по торцу клина. В металлических рубанках нож закрепляют с помощью металлического клина, укрепляемого винтом. Это упрощает смену ножа и регулировку его выпуска.
Правильность выпуска лезвия ножа проверяют «на глаз», поднимая рубанок подошвой вверх на уровень глаза. Если при этом лезвие будет видно в виде узкой полосы, то нож «присажен» правильно.
Подбор материалаПри подборе материала определяют лицевую сторону и направление волокон, устанавливают, имеет ли он выпуклости и вогнутости, подлежащие снятию строганием, выявляют пороки древесины и определяют, допустимы ли они для деталей, изготовляемых из этого материала.
Техника строганияПри любом строгании, особенно при черновом, когда снимается толстый слой древесины, очень важно определить направление волокон, чтобы древесина не задиралась. Определяют это осмотром (волокна должны выходить на поверхность в направлении движения инструмента), либо пробным строганием, если волокна не видны.
При строгании шерхебелем против волокон могут получиться отщепы столь глубокие, что заготовка будет испорчена. Шерхебелем строгают наискось к продольной оси доски или бруса. В широких досках при переходе за линию сердцевины, а также в косослойных половина доски может оказаться с иным выходом волокон, поэтому следует либо перевернуть доску, либо строгать на себя. При наличии сучков, около которых волокна всегда образуют завиток, выпуск ножа должен быть минимальным, а сам нож очень острым, иначе могут появиться глубокие выколы или отщепы, из-за которых придется снова снимать толстый слой древесины по всей поверхности. Не рекомендуется строгать шерхебелем узкие бруски и кромки, так как здесь трудно заметить границы и брусок будет перестроган.
Обрабатываемую заготовку закрепляют на верстаке так, чтобы направление волокон совпадало с направлением строгания. Заготовка должна лежать на верстаке плотно, не выгибаясь.
После этого нужно стать к верстаку, наклонив корпус немного вперед, поставить левую ногу вдоль верстака слегка вперед, а правую по отношению к левой под углом 70°. Правой рукой берут хвостовую часть корпуса, а левой – рог и устанавливают рубанок на обрабатываемую заготовку. В начале строгания нажимают левой рукой на переднюю часть рубанка, а правой слегка на заднюю часть.
В середине строгания нажимают одинаково и равномерно на весь рубанок, а в конце строгания, когда рубанок сходит с обрабатываемой заготовки, следует усилить нажим на правую руку, с тем чтобы не «завалить» конец обрабатываемой заготовки.
Строгать нужно прямолинейно движением рук в полный размах, равномерно нажимая на корпус инструмента. Если нужно отвести рубанок назад, поднимают его заднюю часть и передвигают. Длинные детали обрабатывают по частям.
Строгание детали прямоугольной формы начинают с лицевой стороны – пласти, которая после выравнивания станет базой для измерения и контроля. Ее помечают определенным знаком (крестиком, цифрой, извилистой линией).
После этого выстрагивают под прямым углом к базовой пласти одну из кромок заготовки; так образуется базовый кант. (Надо стараться снимать минимальный по толщине слой древесины.) Далее размечают ширину детали и по риске обрабатывают вторую кромку под прямым углом к пласти. Разметку толщины проводят на обеих кромках заготовки: эти риски являются единственными ориентирами для строгания, поскольку проконтролировать прямоугольность пласти по отношению к узкой кромке очень трудно.
После шерхебеля строгание ведется рубанком с одним ножом. Выпуск ножа – 0,4–0,5 в начале, а к концу строгания – 0,3–0,4 мм. Как только поверхность будет выровнена (не останется следов шерхебеля или пилы), ее проверяют на глаз с помощью угольника. Наиболее частыми погрешностями бывают завалы у краев доски, седлообразные выемки и винтообразность. Выступающие части сострагивают до тех пор, пока плоскость не станет ровной. В изогнутых досках вначале сострагивают выступающие края, затем горб в середине.
При нетренированном глазе можно проверить ровность плоскости двумя брусочками, положенными на концы доски. Если брусочки параллельны, значит, плоскость выровнена и можно приступать к чистовому строганию. Короткие доски проверяют ребром рубанка.
Начисто строгают инструментом с двойным ножом: длинные детали – фуганком или полу фуганком, короткие – рубанком. Необходимо отметить, что чистовое выравнивание детали лучше делать длинным инструментом, так как легче удержать его подошву на плоскости. В неопытных руках строгание рубанком, инструментом коротким, обычно приводит к завалам по краям доски.
После чистовой обработки лицевой стороны проверяют качество строгания линейкой вдоль и поперек волокон, а если заготовка широкая, то и по диагонали. Если между линейкой и обработанной заготовкой нет просвета, обработку можно считать удовлетворительной. После чистовой острожки кромок и проверки угольником прямоугольное™ базовой пласти и кромок строгают нелицевую пласть, соблюдая при этом требуемые размеры и выдерживая плоскость.
При работе фуганком правой рукой берут за ручку, а левой поддерживают корпус немного позади пробки. Прострогав один участок детали по ширине, переходят к обработке другого участка. Во время строжки следует снимать сплошную стружку вдоль всей детали. При строгании длинной детали приходится ходить с фуганком вдоль нее.
После взмаха фуганком делают шаг вперед, затем отводят прижатый к детали инструмент немного назад, не изменяя направления строжки и силы нажима, и снова посылают его вперед. Длинную деталь можно строгать и по-другому: фуганок, не отрывая, плавно ведут вдоль всей детали.
Строгание торцов и полуторцов (полуторцом называется косой срез доски, бруса или бруска) необходимо вести без какого бы то ни было завала, поскольку торцы или полуторцы либо выходят на лицевую плоскость, либо подвергаются склеиванию с такой же гладкой поверхностью.
При строгании торцов (поперек волокон) нож встречает большее сопротивление, чем при строгании вдоль, поэтому рубанок следует держать косо по направлению к линии строгания. Торцевание можно выполнять на боку (если заготовка зажата горизонтально) и при обычном положении инструмента (если заготовка зажата вертикально). При использовании второго способа легче проверять правильность строгания угольником и ребром рубанка.
Наиболее частым дефектом при торцевании является откалывание задней кромки. Чтобы избежать этого, либо подкладывают скошенный с торца брусок, плотно прижатый к кромке торцуемой доски заподлицо с ее торцом, либо торцуют от краев к середине, снимая затем получившуюся в центре торца «горбушку». Можно срезать с противоположной стороны фаску по линии разметки и строгать с одной стороны.
Торцевание обеспечивает окончательные чистовые размеры, поэтому малейшее отклонение от них и дефекты работы здесь недопустимы. Требуются острый нож и постоянная проверка угольником или ярунком. Выпуск ножа должен быть минимальным. Целесообразно обрабатывать одновременно торцы противоположных и симметричных деталей. Торцевание мелких деталей желательно проводить, связав их в плотную пачку, но лучше отторцованную длинную заготовку разрезать на более мелкие мелкозубой пилой.
Уход за инструментомУ строгального инструмента изнашивается в основном передняя часть подошвы, но иногда из-за сильного износа всей подошвы колодка приходит в негодность. Рекомендуется такую колодку не выбрасывать, а, выровняв подошву по всей длине рубанком с двойным ножом в направлении от держалки к затылочной части, наклеить на нее пластину из граба, клена, бука, ясеня или белой акации и вырубить в ней щель для захода стружки в леток. Для лучшего скольжения новую подошву рекомендуется слегка смазать тонким слоем льняного масла и просушить 8—10 дней.
Строго выдержать угол заточки железки рубанка не просто. Для этого можно поступить следующим образом: выдвинуть лезвие инструмента на всю длину, но так, чтобы его срез был строго горизонтален, и сильно зафиксировать болтом или клином в колодке рубанка. Затем опускают резец на абразивный брусок, а пятку корпуса рубанка на деревянную подкладку такой же толщины, что и абразивный брусок, и приступают к заточке.
Чтобы наладить металлический рубанок на требуемую толщину стружки (0,2–0,3 мм), достаточно подложить под его переднюю и заднюю части по листу обычной бумаги, сложенной в несколько слоев. Бумагу и рубанок ставят на ровную поверхность (например, на стекло). При отпускании зажимного винта железка опустится на плоскость, на которой стоит рубанок.
ЦиклеваниеДля зачистки или последней доводки чисто остроганной древесины твердых лиственных пород применяют циклю. Цикля – инструмент скоблящий, а не строгающий. Она представляет собой стальную пластинку толщиной 1 мм или немного толще с прямыми краями, слегка закругленными по углам. Циклю можно изготавливать из полотен старых пил, ручных поперечных, лучковых и ленточных. Режущую кромку цикли – заусенец, или жало – наводят сильным нажимом на циклю куском более прочной стали стамески или напильника со сточенной насечкой. Эти наводящие стальные пластинки, прутки, стамески или напильники должны быть хорошо отшлифованы. Если на них окажутся царапины, то на жале цикли появятся заусенцы и инструмент будет зачищать древесину с дефектом. Ребро цикли предварительно хорошо точат и правят на оселке. Угол резания цикли доходит до 90°, в силу чего она соскабливает с древесины весьма тонкую стружку, придавая поверхности гладкость и чистоту.
После грубой обработки пилой, топором или стамеской прямослойные участки древесины можно зачищать стальными циклями или стеклом. Стекла для зачистки древесины делают следующим образом. Тонкое стекло (2–3 мм), завернутое в тряпку, укладывают на несколько слоев войлока или жесткий поролон и торцом палки наносят сильный вертикальный удар в центр стекла.
Для чистовой доводки свилиеватых участков древесины цикли не применяют, так как от них на поверхности могут остаться глубокие царапины.
Правка и рихтовкаЭти две операции представляют собой правку металла, заготовок и деталей, имеющих вмятины, вспучивание, волнистость, коробление, искривление и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Правке металл подвергается как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия. Правка может выполняться ручным способом – на стальной (чугунной) плите или на наковальне и машинным – на правильных вальцах, прессах.
Кривизну деталей и заготовок определяют на глаз или по зазору между плитой и уложенной на нее деталью. Края изогнутых мест отмечают мелом. При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Во избежание образования трещин и наклепа материала нельзя наносить повторные удары по одному и тому же месту заготовки. Правку выполняют на наковальне, правильной плите или надежных подкладках, исключающих возможность соскальзывания с них детали при ударе. Правильные плиты изготавливают из стали или серого чугуна монолитными или с ребрами жесткости. Они должны быть достаточно массивны (массой не менее чем в 80—150 раз больше массы молотка). Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения.
Для предохранения рук от ударов и вибраций при правке металла необходимо надевать рукавицы, прочно держать детали или заготовки на плите или наковальне.
Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки.
Правка полосового металлаПравка полосового металла осуществляется в следующем порядке. На выпуклой стороне заготовки мелом отмечают границы изгибов. Полосу располагают на правильной плите так, чтобы она плоской поверхностью лежала на плите выпуклостью вверх, соприкасаясь в двух точках. Для правки применяют молоток с круглым гладким полированным бойком. Молотки с квадратным бойком применять не следует, так как они оставляют следы в виде забоин (квадратов, углов).
Удары наносят по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее удары. По мере выправления полосы силу удара ослабляют и чаще переворачивают полосу с одной стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют ближайшие к концам, а затем расположенные в середине. Результаты правки (прямолинейность заготовки) проверяют на глаз, а более точно – на разметочной плите по просвету или наложением на полосу линейки.
Правку узких серповидно изогнутых заготовок производят на плите под линейку. Для этого заготовку кладут на плиту, одной рукой прижимают к плите и молотком (деревянным или стальным с выпуклым бойком) наносят удары, начиная с более короткой вогнутой кромки изогнутой заготовки, т. е. той, где волокна металла сжаты и их необходимо растянуть для того, чтобы заготовка выровнялась. В начале правки удары по вогнутой кромке должны быть более сильными и по мере приближения к противоположной кромке – все слабее и слабее. Этим достигается то, что вогнутая, более короткая кромка постепенно вытягивается и заготовка выпрямляется, что контролируется линейкой.
Правка пруткаПосле проверки ровности прутка на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню пруток так, чтобы изогнутая часть находилась выпуклостью вверх. Удары наносят молотком по выпуклой части от краев изгиба к средней части, регулируя силу удара в зависимости от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами и поворачиванием прутка вокруг его оси. Если пруток имеет несколько изгибов, сначала правят ближайшие к концам, затем расположенные в середине.
Правка листового металлаПравка листового металла является более сложной операцией, чем предыдущие. Листовой материал и вырезанные из него заготовки могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой.
На заготовках, имеющих волнистость по краям, предварительно обводят мелом или мягким графитовым карандашом волнистые участки. После этого заготовку кладут на плиту так, чтобы края заготовки не свисали, а полностью лежали на опорной поверхности, и, прижимая ее рукой, начинают правку. Чтобы растянуть середину заготовки, удары молотком наносят от середины к краям. Более сильные удары наносят в середине и уменьшают силу удара по мере приближения к краям.
Особую аккуратность, внимательность и осторожность необходимо соблюдать при правке заготовок из тонкого листового материала. Их правят легкими деревянными или медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками. Молотками наносят несильные удары, так как при неправильном ударе боковые грани молотка могут или пробить листовую заготовку, или вызвать вытяжку металла.
При правке заготовок с выпученными частями покоробленные участки устанавливают тем краем, где больше выпучен металл. Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку кладут на плиту выпуклыми участками вверх так, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Правку начинают с ближайшего края, по которому наносят один ряд ударов молотком в пределах, указанных на покрытой кружочками поверхности. Затем наносят удары по второму краю. После этого по первому краю наносят еще несколько ударов и переходят опять ко второму краю, и так до тех пор, пока постепенно не приблизятся к выпученному участку. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. После каждого удара учитывают воздействие его на заготовку в месте удара и вокруг него. Бить несколько раз по одному месту не следует, так как это может привести к образованию нового выпуклого участка.
Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности заготовки на небольшом расстоянии друг от друга имеется несколько выпуклых мест, ударами молотка у краев отдельных участков заставляют соединиться их в один, который потом правят ударами вокруг его границ.
Правка (рихтовка) закаленных деталейПосле закалки стальные детали иногда коробятся. Правка искривленных деталей называется рихтовкой.
В зависимости от характера рихтовки применяют молотки с закаленным бойком или специальные рихтовальные молотки с закругленным бойком. Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке. Удары наносят не по выпуклой, а по вогнутой стороне детали.
Изделия толщиной не менее 5 мм, если они закалены не насквозь, а только на глубину 1–2 мм, имеют мягкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать, как сырые детали, т. е. наносить удары по выпуклым местам. В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно – сначала по плоскости, а потом по ребру.
Правка короткого пруткового материалаПравку короткого пруткового материала выполняют на призмах, правильных плитах или простых подкладках, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоин на заготовке. Если усилия от молотка недостаточны для правки, применяют ручные или механические прессы.
Правка сварных изделийПравка сварных изделий имеет свои особенности. Сварные изделия, имеющие внутренние напряжения около шва, подвергают проковке. Холодную правку (рихтовку) сварных соединений с небольшими короблениями выполняют вручную с помощью деревянных и стальных молотков на плитах, наковальнях или оправках. Сварные соединения со значительными короблениями правят на ручных прессах, используя различные оправки, колодки, или же на специальных приспособлениях.
Холодную правку сварных соединений выполняют особенно осторожно. Этот метод сварки правки заключается в том, что участок изделия, имеющий коробление, подвергают воздействию ударов молотка, вследствие чего металл на этом участке правки приводится в состояние текучести и изделие начинает постепенно принимать нужную форму. В целях предупреждения возможных царапин и засечек от ударов молотка, портящих поверхность изделия, применяют молотки и оправки с гладкой рабочей поверхностью.
Правила нанесения ударов молотком при холодной правке сварных изделий те же, что и при правке полосового материала.
Гибка металлаГибка – способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки – плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал. Производят гибку на глаз или по шаблону.
В процессе гибки наружные слои металла растягиваются и удлиняются, а внутренние, сжимаясь, укорачиваются. Неизменным по длине остается так называемый нейтральный слой, который у симметричных по сечению заготовок (квадратных, прямоугольных, круглых, овальных, шестигранных и др.) лежит на равном расстоянии от сторон, посередине, а у несимметричных профилей (треугольного, полукруглого) нейтральный слой проходит через центр тяжести сечения. Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков, длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы и добавив припуск (припуски) на загиб, получаем длину заготовки детали.
Если радиус гибки очень мал, то в металле могут образоваться трещины. Чтобы этого избежать, не следует гнуть по радиусам, меньшим минимально допустимых для данной толщины и материала. Так, для латуни радиус гибки не должен быть менее одной толщины заготовки, для стали – 1,2–2, для дюралюминия – 3.
Листовой металл после прокатки имеет волокнистую структуру. Чтобы не получалось трещин, его следует гнуть поперек волокон или так, чтобы линия сгиба составляла с направлением прокатки угол, равный 45°.
При гибке деталей из листового металла (а в отдельных случаях также и проволоки круглого и квадратного сечения, полос и т. п.) происходит явление распружинения, т. е. угол изгиба несколько увеличивается после снятия напряжения.
Величина угла, на который распрямляется деталь вследствие упругой отдачи, зависит от степени упругости металла, его толщины и радиуса изгиба. Заранее определить угол пружинения очень трудно, поэтому приходится заготовки загибать сильнее, т. е. с заведомо меньшими радиусами и углами изгиба, а оснастку (оправки) для получения точных изгибов деталей необходимо подбирать и дорабатывать (доводить) опытным путем.
Гибка деталей из листового и полосового металла производится после расчета длины, разметки, отпиливания или рубки заготовки, правки на плите и опиливания по ширине в заданный размер.
Гибка трубТрубы изгибают по дуге различного радиуса под различными углами и в различных плоскостях. Их можно гнуть ручными и механизированными способами, в горячем и холодном состоянии, с наполнителем или без наполнителя. Способ гибки зависит от диаметра, материала и величины угла загиба трубы.
Гибка в горячем состоянии применяется при диаметре труб более 100 мм. При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной или металлической пробкой. Для предупреждения смятия, выпучивания и появления трещин при гибке трубу наполняют мелким сухим песком, просеянным через сито с ячейками около 2 мм, так как наличие крупных камешков может привести к продавливанию стенки трубы, а слишком мелкий песок для гибки труб непригоден, так как при высокой температуре спекается и пригорает к стенкам трубы. Диаметры пробок (заглушек) зависят от величины внутреннего диаметра трубы. Для труб малых диаметров заглушки делают из глины, резины или твердой древесины в виде конусной пробки длиной, равной 1,5–2 диаметрам трубы, с конусностью 1:10. Для труб больших диаметров заглушки изготовляют из металла. Забиваемые в концы труб пробки должны несколько выступать из них, что впоследствии облегчает их удаление.
Для каждой трубы в зависимости от ее диаметра и материала должен быть установлен минимально допустимый радиус изгиба. Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Если трубу изгибают под углом 90°, то нагревают участок, равный шести диаметрам трубы; если гнут под углом 60°, то нагревают участок, равный четырем диаметрам трубы; если под углом 45° – трем диаметрам и т. д.
Участок изгиба на трубе размечают мелом. Выполняется эта операция по ранее заготовленным шаблонам. В процессе гибки трубу проверяют по месту или по изготовленному из проволоки шаблону.
При гибке труб в горячем состоянии необходимо работать в рукавицах. Трубы нагревают паяльными лампами, газовыми горелками или в горнах до вишнево-красного цвета. В случае перегрева трубу до гибки охлаждают до вишнево-красного цвета. Трубы рекомендуется гнуть с одного нагрева, так как повторное нагревание ухудшает качество металла. При нагреве обращают внимание и на прогрев песка. Нельзя допускать излишнего перегрева отдельных участков; в случае перегрева трубу охлаждают. От достаточно нагретой части трубы отскакивает окалина.
По окончании гибки выколачивают или выжигают пробки и высыпают песок. Плохое, неплотное заполнение трубы, недостаточный или неравномерный прогрев перед гибкой приводят к образованию складок или разрыву. Изгиб проверяют шаблоном. При гибке сварных труб шов располагают снаружи, а не внутри изгиба, иначе труба может разойтись по шву.
Гибка труб в холодном состоянии выполняется с помощью простейших приспособлений. Для гибки труб диаметром 10–15 мм в свободном состоянии используют плиту с отверстиями, в которой в соответствующих местах устанавливают штыри, служащие упорами при гибке.
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой. Гибочная оправка крепится к верстаку с двух сторон скобками. Трубу для гибки вставляют между гибочной оправкой и хомутиком, нажимают руками и гнут ее по желобообразному углублению оправки.
Гибка медных, латунных и дюралевых трубМедные, латунные и дюралевые трубы изгибают в холодном или нагретом состоянии. В качестве наполнителя при гибке труб в нагретом состоянии используют песок, в холодном – расплавленные канифоль, стеарин, парафин или свинец. Порядок гибки аналогичен описанному ранее. Канифоль после гибки выплавляют, начиная с концов трубы, так как нагрев середины трубы, наполненной канифолью, разрывает трубу.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600–700 °C и охлаждают в воде. Латунные трубы предварительно отжигают при такой же температуре, но охлаждают на воздухе. Дюралюминиевые трубы перед гибкой отжигают при 350–400 °C и также охлаждают на воздухе.
Для гибки медных, латунных и дюралевых трубок зимой целесообразно применить оригинальный и очень простой способ. Трубку наполняют водой (для чего один из ее концов следует заткнуть пробкой) и выставляют на мороз. Заполненная столбиком льда трубка без особых усилий изгибается на шаблоне. Этот способ хорош для трубок диаметром до 8 мм и толщиной стенок не выше 1 мм.
Сгибание оргстекла и других термопластичных пластмассСгибать оргстекло лучше на узком пламени. Чтобы получить такое пламя, поставьте на газовую горелку чистую консервную банку со щелевым отверстием в дне. На оргстекло в качестве теплоизолятора положите две полоски из асбестового картона или шнура. Прогрейте пространство между полосками над пламенем, постепенно сгибая оргстекло. Чем ближе будут располагаться друг к другу теплоизоляторы, тем угол изгиба будет острее.
Сгибание фанерыЧтобы согнуть фанеру без появления трещин, ее сначала смачивают с двух сторон водой, а потом каждую сторону поочередно проглаживают горячим утюгом. Согнув лист, внешнюю сторону смачивают еще раз и проглаживают. Таким образом удается согнуть фанеру толщиной до 6 мм.
ОпиливаниеОпиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
С помощью напильника придают деталям требуемую форму и размеры, производят пригонку деталей друг к другу, подготавливают кромки деталей под сварку, обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и т. п. Припуски на опиливание оставляются небольшими – от 0,5 до 0,025 мм. Точность обработки опиливанием составляет от 0,2 до 0,05 мм, в отдельных случаях – до 0,001 мм. Различают опиливание грубое (черновое), когда удаляют слой металла более 0,2 мм, и тонкое (чистовое), когда снятый слой не превышает 0,1 мм.
НапильникиДля обработки заготовок разной твердости и формы применяют различные по назначению, размерам и форме напильники. Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина.
Напильники подразделяют по крупности насечки, по ее форме, по длине и форме бруска, по назначению.
Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. У напильников с насеченными зубьями обеспечивается достаточное пространство для размещения стружки, для них характерна высокая прочность зуба. Напильники с фрезерованными или шлифованными зубьями не требуют больших усилий резания, но их применение ограничено из-за большой стоимости фрезерования и шлифования. Напильник с зубьями, полученными протягиванием, имеет впадину с плоским дном и отличается стойкостью, так как зубья не забиваются стружкой; они легко врезаются в обрабатываемый металл. Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной, т. е. простой насечкой, с двойной или перекрестной, точечной, т. е. с рашпильной и дуговой.
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов (латуни, цинка, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию, а также неметаллических материалов. Кроме того, эти напильники используются для заточки пил, ножей, а также для обработки древесины и пробки.
Напильники с двойной (т. е. перекрестной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию. В напильниках с двойной насечкой сначала насекается нижняя глубокая насечка, называемая основной, а поверх нее – верхняя, неглубокая насечка, называемая вспомогательной; она разрубает основную насечку на большое количество отдельных зубьев. Перекрестная насечка больше размельчает стружку, что облегчает работу.
Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки. Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы (древесину, резину, кость, рог, кожу и др.).
Дуговую насечку получают фрезерованием. Такая насечка имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей. Эти напильники применяют при обработке мягких металлов (медь, дюралюминий и др.).
По числу насечек на сантиметр длины различают четыре группы напильников: брусовки, драчевые, личные и бархатные.
Для весьма грубой обработки, когда требуется снять большой слой металла, применяются брусовки – напильники, имеющие очень крупную насечку: 4–5 насечек на сантиметр длины (насечка № 0). Для менее грубых работ, но для снятия большого слоя металла (опиливание припусков, снятие фасок, заусенцев и т. д.) пользуются драчевыми напильниками, имеющими 6—14 насечек на сантиметр (насечка № 1). Они позволяют за один ход снять слой металла толщиной 0,08—0,15 мм при точности обработки 0,1–0,15 мм.
Более чистую отделку поверхности, когда требуется снять слой металла не более 0,1–0,15 мм, после предварительной обработки драчевым напильником производят личными напильниками. Они имеют: 8,5—20 насечек на 1 см длины напильника (насечка № 2), 12–28 (насечка № 3), 20–40 (насечка № 4) и позволяют за один ход снять слой металла толщиной 0,02—0,08 мм при точности обработки 0,025—0,05 мм.
Самая точная обработка и доводка производится бархатными напильниками, которые имеют 28–56 насечек на 1 см (насечка № 5). Они позволяют за один ход снимать до 0,025—0,05 мм при точности обработки 0,005—0,01 мм.
Напильники также делятся на следующие типы: плоские, треугольные, полукруглые, ромбические и ножовочные. Плоские остроносые напильники применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок. Полукруглые напильники используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей. Трехгранные напильники служат для опиливания острых углов (60° и более) как с внешней стороны детали, так и в пазах, отверстиях и канавках, а также для заточки пил по дереву. Круглые напильники используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса. Полукруглые напильники (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной), а также для плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной). Ромбические напильники применяют для опиливания зубьев зубчатых колес, дисков и звездочек, а также опиливания углов свыше 15° и пазов. Ножовочные напильники служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченным и нарезным зубом. Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 и длиной: ромбические – 100–250 мм, ножовочные – 100–315 мм.
Напильники для обработки цветных сплавов, в отличие от слесарных напильников общего назначения, имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники выпускаются только плоскими и остроносыми с насечкой № 1 и предназначаются для обработки бронзы, латуни и дюралюминия. Напильники для обработки бронзы имеют двойную насечку: верхняя под углом 45°, а нижняя под углом 60°, для латуни соответственно 30 и 85°, для дюралюминия – 50 и 60°. Маркируют такие напильники буквами ЦМ на хвостовике.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструмента и штампов. Алмазный напильник представляет собой металлический стержень с сечением нужного профиля и рабочей поверхностью, на которую нанесен очень тонкий алмазный слой. Алмазное покрытие на рабочей части изготовляют различной зернистости для предварительной и окончательной доводки.
Для точных специальных работ применяют небольшие напильники с очень мелкой насечкой – надфили. С помощью надфилей выполняют лекальные, граверные, ювелирные работы, зачистку в труднодоступных местах матриц, мелких отверстий, профильных участков изделия и т. п. Надфили имеют такую же форму, как и слесарные напильники. Они обычно имеют перекрестную (двойную) насечку: основную – под углом 25° и вспомогательную под углом 45°. Узкая сторона надфиля имеет одинарную насечку (основную).
В зависимости от количества насечек, приходящихся на 1 см длины, надфили разделяют на пять типов: № 1 (20–40 насечек), № 2 (28–56 насечек), № 3, 4 и 5 (40– 112 насечек). Номер насечки нанесен на рукоятке надфиля.
Алмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента. Такие надфили изготавливают из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и другой формой поперечного сечения.
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.
В зависимости от профиля рашпили общего назначения подразделяются на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой № 1 и № 2 и длиной от 250 до 350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.
Насадка рукояток напильниковДля того чтобы удобнее держать напильники при работе, на его хвостовик насаживают деревянную ручку (рукоятку), изготовленную из клена, ясеня, березы, липы или прессованной бумаги.
Поверхность рукоятки должна быть гладкой. Длина ручки должна соответствовать величине напильника и удобно помещаться в ладони. Диаметр отверстия рукоятки не должен быть больше ширины средней части хвостовика напильника, а глубина отверстия должна соответствовать длине хвостовика. Отверстие для напильника просверливают или выжигают, а чтобы ручка не раскалывалась, на ее конец насаживают стальное кольцо.
Чтобы насадить напильник, его хвостовик вставляют в отверстие рукоятки и, взяв напильник за насеченную часть правой рукой, не очень сильно ударяют головкой ручки о верстак или молотком по рукоятке. Чтобы снять рукоятку с напильника, левой рукой крепко обхватывают рукоятку, а правой наносят два-три несильных удара молотком по верхнему краю кольца, после чего напильник легко выходит из отверстия.
Уход за напильникамиПри работе с напильниками необходимо соблюдать следующие правила:
– нельзя ударять по напильникам – из-за хрупкости они могут давать трещины и ломаться;
– не следует класть напильники на металлические или каменные (бетонные или из раствора) поверхности и предметы – это может привести к выкрашиванию зубьев;
– хранят напильники на деревянных подставках в положении, исключающем соприкосновение их между собой;
– для предохранения от коррозии необходимо не допускать попадания на них влаги и обеспечить изоляцию от действия кислот и их испарений;
– напильники желательно оберегать от попадания масла и наждачной пыли; замасленные напильники не режут, а скользят, поэтому не следует протирать напильники рукой, поскольку на руке всегда имеется жировая пленка;
– наждачная пыль забивает впадины зубьев, повреждает их, и напильник после воздействия абразива плохо режет;
– для предохранения от забивания стружкой мягких и вязких металлов напильники перед работой следует натереть мелом;
– во избежание преждевременного износа напильников перед опиливанием заготовок, поверхности которых покрыты ржавчиной, необходимо удалить с них ржавчину с помощью металлических щеток или специальной шлифовальной машинки;
– нельзя обрабатывать напильником материалы, твердость которых равна или превышает его твердость – это вызовет затупление или выкрашивание зубьев;
– при обработке поверхностей с остатками плавленой буры, литейной коркой, окалиной или наклепом сначала срубают корку зубилом или снимают наждаком или насеченным ребром старого напильника и только после этого начинают опиливание;
– напильники следует применять только по назначению;
– новым напильником лучше обрабатывать сначала мягкие металлы, а после некоторого затупления – твердые металлы.
Напильник очищают кордовой щеткой со стальным ворсом. Перемещают щетку вдоль насечки (у напильников с двойной насечкой – вдоль основной насечки). В ручку щетки вставлен металлический стержень с расплющенным концом, он служит для удаления тех частиц, которые застряли после чистки проволочной щеткой. При отсутствии щеток зубья напильника можно очистить специальными скребками из алюминия, латуни или другого мягкого металла. Твердая стальная или медная проволока для этих целей не годится, так как стальная портит насечку, а медная омедняет зубья.
Замасленные напильники чистят сначала древесным углем, натирая вдоль рядов насечек, а затем щеткой или промывают в растворе каустической соды и чистят щеткой.
Сильно промасленные напильники моют в керосине или бензине.
Для очистки напильников от древесины, костяных, фибровых, эбонитовых и пластмассовых стружек их опускают в горячую воду на 15–20 минут, после чего очищают стальной щеткой и просушивают.
Обновление напильниковСтарые напильники можно обновить одним из следующих способов.
Сильно загрязненный напильник опускают на 8– 10 минут в 10 %-ный раствор серной кислоты, промывают в проточной воде, очищают стальной щеткой, еще раз промывают в растворе каустической соды (нейтрализуют), еще раз промывают горячей водой, протирают ветошью и сушат.
Очищают напильники металлической щеткой, вымывают сначала водой с мылом, а затем слабым раствором каустической соды (10–15 г соды на 200 мл воды) и выдерживают 15–20 минут (в зависимости от размера напильника) в растворе следующего состава: 10 частей 20 %-ной азотной кислоты, 30 частей 20 %-ной серной кислоты и 70 частей воды. После химической обработки напильник вымойте горячей водой и погрузите в известковое молоко (гашеную известь).
Выбор напильниковТип используемого напильника определяется формой обрабатываемой поверхности, длина – ее размерами. Напильник берут длиной на 150 мм больше размера обрабатываемой поверхности. Для опиливания тонких пластин, пригоночных и доводочных работ берут короткие напильники с мелкой насечкой. Когда требуется снять большой припуск, работают напильниками длиной 300–400 мм с крупной насечкой.
Номер насечки выбирают в зависимости от вида обработки и размера припуска. Для черновой обработки применяют напильники с насечкой № 1. Они снимают припуск до 1 мм. Чистовую обработку выполняют напильниками с насечкой № 2. На обработку личными напильниками оставляют припуск до 0,3 мм. Для окончательного опиливания и доводки поверхности берут напильники с насечками № 3, 4 и 5. Они снимают слой металла до 0,01—0,02 мм.
Тонкие заготовки из стали повышенной твердости рекомендуется опиливать напильниками с насечкой № 2. При отсутствии специальных напильников цветные металлы обрабатывают напильниками общего назначения с насечкой № 1.
Личные и бархатные напильники для опиливания цветных металлов непригодны.
При опиливании криволинейных поверхностей нужно выбирать наиболее рациональный способ предварительной подготовки детали. Необходимость этого вызывается тем, что наличие слишком большого припуска на опиливание приводит к большому расходу времени на работу. В одном случае требуется предварительное выпиливание ножовкой, в другом – высверливание, в третьем – вырубка и т. д. Следует при этом учесть, что оставление слишком малого припуска также нежелательно из-за возможности брака при опиливании.
Подготовка к опиливаниюПодготовка поверхности к опиливанию заключается в ее очистке от грязи, масла, формовочной смеси, окалины, литейной корки.
Масло смывают растворителями, грязь и формовочную смесь снимают металлической щеткой, окалину и литейную корку срубают зубилом, удаляют наждаком или старым напильником.
Обрабатываемую заготовку зажимают в тисках опиливаемой плоскостью горизонтально, на 8—10 мм выше уровня губок. Заготовку с обработанными поверхностями закрепляют, надев на губки тисков нагубники из мягкого материала (медь, латунь, алюминий). При опиливании тонкой детали ее следует крепить на деревянном бруске деревянными пластинками, обеспечивающими неподвижность детали.
Правила и приемы опиливанияПри опиливании прежде всего надо следить за правильной координацией движения рук и усилия, передаваемого на напильник.
Движение напильника должно быть горизонтальным, поэтому нажимы на ручку и носок напильника следует изменять в зависимости от положения точки опоры напильника на обрабатываемую поверхность. При рабочем движении напильника нажим левой рукой постепенно уменьшается.
Регулируя нажимы на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям. В случае ослабления нажима правой руки и усиления левой может произойти завал поверхности вперед, и, наоборот, при усилении нажима правой руки и ослабления левой руки получится завал назад.
Прижимать напильник к обрабатываемой поверхности необходимо при рабочем ходе (от себя). При обратном ходе напильник идет свободно без нажима, однако его не следует отрывать от детали, чтобы не потерять опоры и не изменить положения напильника. Чем мельче насечка, тем меньше должна быть сила нажатия.
Существенное значение имеет положение работающего в момент опиливания по отношению к обрабатываемой детали. Он должен располагаться сбоку тисков на расстоянии около 200 мм от верстака так, чтобы корпус был прямым и повернутым под углом 45° к продольной оси тисков. При рабочем ходе напильника (от себя) основная нагрузка приходится на слегка вынесенную вперед левую ногу, а при обратном (холостом) ходе – на правую. При слабом нажиме на напильник, например при доводке или отделке поверхности, стопы ног располагают почти рядом.
Положение рук (хватка напильника) имеет чрезвычайно важное значение. Работающий берет в правую руку напильник за ручку так, чтобы ручка упиралась в ладонь руки, четыре пальца захватывали ручку снизу, а большой палец помещался сверху. Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20–30 мм от его носка. При этом пальцы должны быть слегка согнуты, но не свисать; они не поддерживают, а только прижимают напильник. Локоть левой руки должен быть немного приподнят. Правая рука от локтя до кисти должна составлять с напильником прямую линию.
При работе надфилем (а также при обработке мелких деталей напильником) большим пальцем левой руки нажимают на конец надфиля, остальными пальцами поддерживают его снизу. Указательный палец правой руки кладут на надфиль. При таком положении рук давление получается минимальным, стружка снимается очень тонкая, и поверхность доводится до нужного размера без опасности «запилить» разметочную линию.
Опиливание поверхности является сложным трудоемким процессом. Работая напильником в одном направлении, трудно получить правильную и чистую поверхность. Поэтому движение напильника, а следовательно, положение штрихов (следов напильника) на обрабатываемой поверхности, должно меняться попеременно с угла на угол.
Сначала опиливание выполняют слева направо под углом 30–40° к оси тисков, затем, не прерывая работы, прямым штрихом и заканчивают опиливание косым штрихом под тем же углом, но справа налево. Такое изменение направления движения напильника обеспечивает получение необходимой плоскостности и шероховатости поверхности.
В процессе опиливания особое значение имеет контроль размеров. Проверять деталь нужно часто, особенно в конце опиливания. Для контроля пользуются поверочными линейками, штангенциркулями, угольниками и поверочными плитами. Поверочную линейку выбирают в зависимости от длины поверхности – она по длине должна перекрывать проверяемую поверхность. Проверку качества опиливания поверхности поверочной линейкой производят на просвет. Для этого деталь освобождают от тисков и поднимают на уровень глаз. Поверочную линейку берут правой рукой за середину и прикладывают ее ребро перпендикулярно проверяемой поверхности. Для проверки поверхности во всех направлениях сначала линейку ставят по длинной стороне в двух-трех местах, затем по короткой – также в двух-трех местах и, наконец, по одной и другой диагоналям. Если просвет между линейкой и проверяемой поверхностью узкий и равномерный, значит, плоскость обработана удовлетворительно.
Во избежание износа линейку не следует передвигать по поверхности, каждый раз ее отнимают от проверяемой поверхности и переставляют в нужное положение.
В тех случаях, когда поверхность должна быть опилена особенно тщательно, проверка точности опиливания производится с помощью поверочной плиты на краску. В этом случае на рабочую поверхность поверочной плиты с помощью тампона (свернутой тряпочки) наносится тонкий равномерный слой краски (синька, сажа или сурик, разведенные в масле). Затем поверочную плиту накладывают на проверяемую поверхность (если деталь громоздкая), делают несколько круговых движений, после чего плиту снимают.
На недостаточно хорошо обработанных (выступающих) местах остается краска. Эти места опиливают дополнительно до тех пор, пока не будет получена поверхность с равномерным слоем краски по всей поверхности.
Параллельность двух поверхностей может быть проверена с помощью штангенциркуля путем замера толщины детали в нескольких местах.
При опиливании плоскостей, расположенных под углом 90°, их взаимную перпендикулярность проверяют специальным слесарным угольником. Контроль наружных углов детали осуществляют внутренним углом угольника, смотря на просвет; правильность внутренних углов в изделии проверяют наружным углом.
Опиливание вогнутых поверхностейСначала на заготовке размечают необходимый контур детали. Большую часть металла в данном случае можно удалить вырезанием ножовкой, придав впадине в заготовке форму треугольника или высверливанием. Затем напильником опиливают грани и спиливают выступы полукруглым или круглым драчевым напильником до нанесенной риски. Профиль сечения полукруглого или круглого напильника выбирают таким образом, чтобы его радиус был меньше, чем радиус опиливаемой поверхности. Не доходя примерно 0,3–0,5 мм от риски, драчевый напильник заменяют личным. Правильность формы распиливания проверяют по шаблону «на просвет», а перпендикулярность опиленной поверхности торцу заготовки – угольником.
Опиливание выпуклых поверхностейПосле разметки ножовкой срезают углы заготовки, и она принимает пирамидообразную форму. Затем с помощью драчевого напильника снимают слой металла, не доходя до требуемого контура на 0,8–1,0 мм, после чего личным напильником окончательно осторожно снимают оставшийся слой металла.
Опиливание цилиндрических заготовокЦилиндрический стержень сначала опиливают на квадрат, сторона которого должна быть равна диаметру цилиндра плюс припуск на последующую обработку. Затем у квадрата опиливают углы и получают восьмигранник, из которого опиливанием получают шестнадцати-гранник, и наконец опиливанием углов граней добиваются круглой формы. Равномерное округление поверхности в процессе опиливания достигается непрерывным поворачиванием заготовки. Слой металла для получения четырех и восьми граней снимают драчевым напильником, а восьми– и шестнадцатигранник опиливают личным напильником. Контроль обработки производят штангенциркулем.
Опиливание тонких пластинок обычными приемами невозможно, так как они изгибаются, мнутся, на них получаются завалы и т. п. Не следует применять довольно распространенный способ, когда пластинка зажимается между двумя деревянными планками, так как при этом насечка напильника быстро забивается деревянными опилками. Лучше всего использовать специальные раздвижные стальные закаленные рамки. Они состоят из двух планок (между которыми зажимается обрабатываемая деталь), соединенных подвижно на цилиндрических штифтах, и зажимаются в тисках. Обработка ведется до касания напильника верхней плоскости рамки, что позволяет обходиться без контроля правильности опиливания специальной линейкой.
Опиливание мелких деталейМелкие детали зажимают в ручные тиски и, оперев их о верстак, поворачивают левой рукой на себя при рабочем ходе (движение напильника вперед) и от себя при холостом ходе. При этом напильник (или надфиль) держат правой рукой с вытянутым вперед указательным пальцем и им осуществляют нажим.
РаспиливаниеОбработка отверстий с целью придания им нужной формы называется распиливанием. Распиливание круглых отверстий производится круглыми и полукруглыми напильниками; трехгранных отверстий – трехгранными, ножовочными и ромбическими напильниками; квадратных – квадратными напильниками.
Подготовка к распиливанию начинается с разметки и накернивания разметочных рисок. Затем по заметочным рискам сверлят отверстия и вырубают проймы, образованные высверливанием.
При распиливании сверлят одно отверстие, когда пройма небольшая; в больших проймах сверлят два или более отверстий в целях получения наименьшего припуска на распиливание. Большие перемычки трудно удалить из просверленной проймы, однако нельзя располагать отверстия и слишком близко друг к другу во избежание сдавливания, которое может привести к поломке сверла.
При распиливании в заготовке квадратного отверстия вначале размечают квадрат, а в нем – отверстие. Затем просверливают отверстие сверлом, диаметр которого на 0,5 мм меньше стороны квадрата. В просверленном отверстии пропиливают четыре угла квадратным напильником, не доходя 0,5–0,7 мм до разметочных рисок, после чего распиливают отверстие до разметочных рисок в такой последовательности: вначале две противоположные стороны, затем остальные, после чего подгоняют отверстие под требуемый размер.
При распиливании в заготовке трехгранного отверстия размечают контур треугольника и сверлят в нем отверстие сверлом, не касаясь разметочных рисок треугольника. Затем в круглом отверстии пропиливают три угла и последовательно распиливают стороны, не доходя 0,5 мм до разметочной риски, после чего подгоняют стороны треугольника. Работать трехгранным напильником следует строго прямолинейно. Точность обработки проверяют вкладышем. При подгонке следует следить за тем, чтобы вкладыш входил в распиливаемое отверстие свободно и плотно без перекоса.
